测量氢脆的方法还包括如下几种。
(5)使用产品进行的延迟断裂试验
为了最终确认镀覆后的产品是否会因镀覆工序中吸附的氢元素而导致发生氢脆断裂,或是是否已通过烘烤处理消除掉氢脆等,必须使用实际生产的产品进行延迟断裂试验。
在调查断裂事故发生原因时,或是产品设计或施工、使用状况等发生变更时,同样必须进行这一试验。
但这个问题比较复杂,有时候,即使延迟断裂试验没有问题,产品也未必完美无缺,还必须通过确认试验来明确问题。
使用实际产品进行延迟断裂试验的方法,是基于氢脆断裂现象的基本概念,设计出适合各种情况的试验方法。氢脆断裂会从存在吸附氢以及拉应力集中的缺口处开始,然后快速发展为断裂,所以最好能够重现这种情况。
最理想的方法是应用于飞机相关部件的试验方法,当试样有槽口时按照实际产品的极限抗拉强度的75%施加静载荷、没有槽口时则按照实际产品的极限抗拉强度的90%施加静载荷进行延迟断裂试验,如果200小时内未发生断裂,则判定为合格。
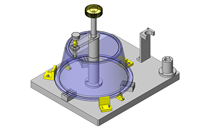
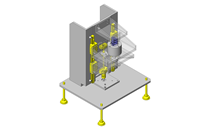
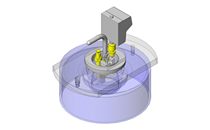
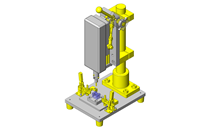
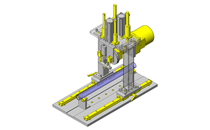
下面介绍使用三角测量仪进行评估的方法。将表面处理后的试验片夹在氢脆试验机的台钳中,用推弯法将试验片推弯至发生断裂时台钳行程距离的90~95%位置,并保持这一状态,测量经过多少时间后实际发生断裂。结果如【表1】所示,三角测量仪显示出脆化率与断裂之间存在显著关联性。
【表1】延迟断裂试验的结果
No. | 处理条件 | HRC | 氢脆率 | 发生断裂前的时间 |
1 | 锌酸盐浴镀锌(2A/dm2×10分钟*) | 52 | 41.7% | 34 分钟 |
2 | 10%HCL 10分钟、镀光亮氰化锌(同上*) | 52 | 69.9% | 7~29分 |
3 | 10%HCL+抑制剂(10分钟)、镀氯化锌(*) | 52 | 3.4% | 200小时以上不发生断裂 |
4 | 同上 | 49 | 1.0% | |
5 | 同上 | 45 | 2.7% | |
6 | No3 预处理+镀哑光氰化锌(*)+烘烤(200℃×2小时) | 52 | 0.2% |