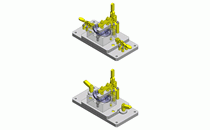
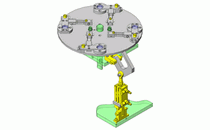
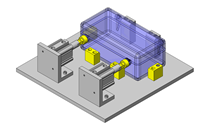
本案例"工件夹紧夹具",根据工序切换频率区分使用夹具。根据更换频率的不同,一部分采用肘夹,其他的采用小型固定把手作为夹紧力。
目的・动作
· 插入式螺帽的压入工序。
· 与工件种类相应的夹具更换式构造的支撑夹具。
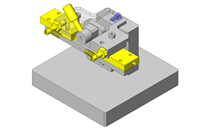
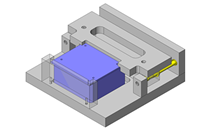
IDEA NOTE1 频率较低的工序切换时使用偏心凸轮
利用偏心凸轮、夹紧把手进行的夹具夹紧在工序切换时虽然花时间,但很少有固定件脱落等问题,因此在频率较低的工序切换时很有效
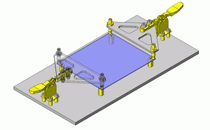
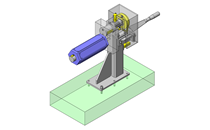
IDEA NOTE2 在肘夹的固定面上套上金属轴环
肘夹的固定面一般设计为与安装法兰座面相同的高度。夹紧部位高于法兰座面时,需要使用调整片,此时可使用廉价的金属轴环。需要注意的是:固定面过高时会导致夹紧力下降
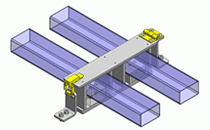
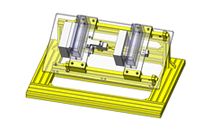
IDEA NOTE3 定制标准肘夹,获得最佳功能
用于压紧工件的肘夹(长臂型)本来的使用方法不同,通过将固定螺栓变更为2个全螺纹螺栓、直接安装加工零件,可发挥作为工件压紧装置的最佳效果

设计要点,尺寸规格等更多案例信息,请点击进入案例详情