旋钮柱塞是一种用于移动平台等移动部件的定位,安装在凸销的定位分度孔或V形槽中的机械构件。
结构、用途、使用案例
结构
旋钮柱塞是通过推拉旋钮让凸销朝相应方向移动。其外观与结构如图1所示。
图1.旋钮柱塞的外观与结构
")
· 其结构是拉旋钮时销缩回,推旋钮时销弹出。
· 有很多产品附带了利用弹簧推出销以进行旋钮弹出操作的功能。
· 根据用途不同,销的直径尺寸、销的长度、旋钮形状等各不相同。
图2.旋钮柱塞的动作
")
用途
例如平台移动机构等重复进行移动动作和停止动作以执行搬送作业。为了进行定位,需要将平台停止在适当的位置,并使用旋钮柱塞进行定位操作。
使用案例
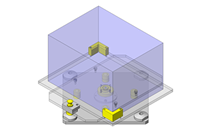
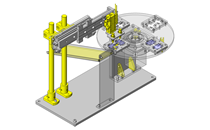
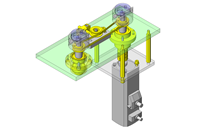
将旋钮柱塞的凸销插入线性平台和旋转平台上的凹槽中固定以作为移动平台的案例,如图3所示。在线性平台定位的案例中,将旋钮柱塞安装到平台的移动平台上。预先将带槽的分度板安装在固定板上,可通过在槽中插拔柱塞的凸销进行定位。在定位旋转台的案例中,是将旋钮柱塞安装到固定侧。在旋转台的分度盘上加工有凹槽,通过将柱塞的凸销插入凹槽中或是从凹槽中拔出,即可完成定位。
图3.利用旋钮柱塞进行移动平台的定位
")
选型要点
选型的要点有以下5点。
销尖形状的选择
旋钮柱塞的销尖形状主要有“球面”和“锥面”两种,根据用于定位的零件形状相应进行选择。如果销尖形状是“球面”,则对配合部分进行V型槽加工以进行定位。而如果销尖形状是“锥面”,则需要在与之配合的部件上相应地开一个孔。图4中显示了相对于锥面和球面的分度板定位形状。
图4.旋钮柱塞的销尖形状与定位
销尖形状 | 锥面 | 球面形状 |
定位前的状态 |
|
|
定位后的状态 |
|
|
内容 | · 从孔上方接近的销插入孔中,并通过孔和销之间的间隙定位。 · 为了便于将销插入孔中,销尖加工成锥形形状。 · 定位精度取决于孔与轴之间的间隙,这种间隙量会产生松动。 · 为了易于进行销与孔之间的配合操作,孔的入口应采用倒角结构。 | · 从分度盘顶部接近的销在V槽的中心位置与V面接触并停止。 · 其结构是将销沿轴向推入,利用旋钮柱塞内部的弹簧力将销尖推顶在V槽中,避免旋钮柱塞发生松动。 |
")
")
")
")
根据动作选型
使用旋钮柱塞定位线性平台时,线性平台的移动操作需要和旋钮柱塞联动。保持操作位置的功能如表1所示。
表1.复位型和凸销锁定型的特征
动作 | 内容 |
复位型 | 其结构是拉动旋钮时销缩回、松开旋钮时销弹出,因此要让销缩回时,必须一直拉住旋钮。 |
凸销锁定型 | 这一型号的结构,在拉过旋钮之后能够保持凸销位置,当希望让凸销保持缩回状态时,请旋转旋钮以保持缩回位置。此时,即使松开旋钮也能保持位置。凸销拔出时,转动旋钮,则凸销会因为内置弹簧而弹出。 |
其动作步骤如图5所示。
图5.旋钮柱塞的动作步骤
")
复位型
①通常,尖部处于突出状态。
②拉动旋钮,则尖部缩回。
③松开旋钮,则尖部因内置弹簧的弹力而恢复为突出状态。
凸销锁定型
①通常头部处于突出状态。
②拉动旋钮,则头部缩回。
③如果在拉旋钮的同时将其旋转90度,则可以在头部缩回的情况下将其锁定。
④要解锁,将旋钮轻轻拉出后旋转90度。
⑤松开旋钮,则头部因内置弹簧的弹力而恢复为突出状态。
根据形状等选型
由于旋钮柱塞需要与用户制造的移动工作台联动,因此以下项目拥有具备特色结构的产品,用户从中选择与要设计的设备相匹配的产品。
图.6.旋钮柱塞的种类
安装形状 | 螺丝(短) | 法兰 | 螺丝 | 螺丝 | 螺丝 |
旋钮形状 | 标准(蘑菇头) | 标准(蘑菇头) | 手柄 | 标准(蘑菇头) | 标准(蘑菇头) |
长度 | 标准 | 标准 | 标准 | 长 | 紧凑 |
外观 |
|
|
|
|
|
")
")
")
")
")
利用孔定位
在将旋钮柱塞的销嵌入孔中进行定位时,为了便于进行两个部件的嵌合操作,销的前端可能会加工为多种形状,必须对孔的形状进行精心设计。尤其是销与孔的间隙小于0.05mm时,如果孔的入口为0.5~1mm的倒角结构,则嵌合操作会变得更加容易完成。
孔形状及载荷
使用旋钮柱塞时,如果是用于支撑垂直于销子运动方向的载荷,应确保销子的剪切载荷小于垂直于销子方向的被支撑载荷。
部件定位方法
诸如加工过程中的刀具和工件、测量中的测量仪器和测量对象部件等,在很多场合下需要对机械装置中的零部件进行定位操作。作为定位方法之一,在本期讲座中介绍了使用旋钮柱塞进行定位的方法,除此之外,还有其他的部件定位方法。图7列出了典型的零部件定位方法。
图7.定位方法及其特征
分度板 | 2边3点基准按压 | 基准孔嵌合 | 2V槽1平面基准销 |
|
|
|
|
· 这一方法是通过将分度盘的基准孔(槽)转印到移动平台上,从而实现移动平台的定位。 · 这种转印操作的关键部件是旋钮柱塞。 · 旋钮柱塞的基准轴(旋钮)上下移动以将销移入和移出基准孔。 · 旋钮柱塞仅能用于定位,不能承受作用在移动平台上的诸如加工力(过大的力)等外力。 | · 这是通过将方形被定位部件的2边顶在3个基准点上,在平面内对该部件进行定位的方法。 · 作为固定基准板的3处基准,是采用达到硬度、形状精度要求的钢球。 · 被固定的部件需要从作为基准的对边推向基准点位置。 · 进行定位设置时,必须确保上部和右侧的安装空间。 | · 这是一种利用加工在待定位部件上的轴和固定基准孔的配合,在平面内对该部件进行定位的方法。 · 如果孔与轴的配合尺寸较小,则安装操作需要一定技巧。 · 轴和孔易于加工,是最常用的方法。 | · 这是一种确定待定位零部件在三维空间中位置的方法,将球R形状的轴压在2处V槽和1处平面上,3根1套使用。 · 利用这3根基准销,确定平面内的位置与高度上的位置。 · 被定位的零部件在重力方向上拆装。 |
")
")
")
")
由于简便易用,所以最常用的定位方法就是孔与轴的配合。但是,由于这种方法不能在轴的旋转方向上定位,因此只在对齐轴对称产品的中心轴时特别有效。对于方形零部件,还有利用其侧边的V-flat方法可用于机械装置。
|
|
|
|
米思米 | 米思米 | 米思米 | 米思米 |
")
")
")
")
压入式球头柱塞 | |||
|
|
|
|
米思米 | 米思米 | 米思米 | 米思米 |
")
")
")
")
关联类别
Ø 旋钮柱塞