肘节型夹钳是利用用于固定部件的连杆构成倍力机构*1,从而产生强大固定力的机械构件。
注释
*1倍力机构是应用力矩(力×距离)平衡原理,以较小的力获得较大的力作用的机构。
结构、用途、使用案例
结构
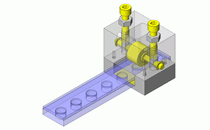
肘节型夹钳利用连杆构成的倍力机构实现牢固固定部件的力和位移。肘节型夹钳的结构会因固定对象物的作用力方向不同而发生变化。图1中是下压方式的下压式夹钳。
图1.下压式夹钳的外观
")
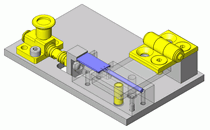
图2中是加压部分横向移动的侧推式夹钳。
图2.侧推式夹钳的外观
")
用途
肘节型夹钳的规格如图3所示。
图3.肘节型夹钳的种类与特征
整体形状 | 外观照片 | 夹紧时(实线) | 优点 | 安装形状 | |
下压式 | 普通 |
|
| · 低高度设计。 · 安装部分包括法兰式、直推式和侧面式,可根据安装空间和形状进行选择。 | 法兰 |
普通 |
|
| · 高臂型。 · 由于从安装面到臂部的高度高于标准值,因此在工件处于高位时无需抬起夹钳。 | 法兰 | |
加长型 手柄 |
|
| · 由于手柄比标准产品长,因此不易夹手,提升了可操作性。 | 法兰 | |
推拉兼用 |
|
| · 手柄可以安装在任何位置和角度。 | 将支架夹在螺杆之间并将其固定 | |
水平型 |
|
| · 用于轻型作业的小型夹钳。 · 适用于手柄水平移动且上方有障碍物的情况。 | 法兰 | |
下压式 | 普通 |
|
| · 是常用于汽车和飞机相关领域的检测夹具和焊接夹具。 · 由于臂杆开闭角度为90°以上(MC04-6系列除外),因此在解除夹紧时可以确保足够的空间用于取出工件。 · 安装部分包括法兰式、直推式,可根据安装空间和形状进行选择。 | 法兰 |
高臂型 |
|
| · 高臂型。 · 由于从安装面到臂部的高度高于标准值,因此在工件处于高位时无需抬起夹钳。 | 法兰 | |
双臂 |
|
| · 通过一次夹紧2个位置,可以提高作业性并节省空间。 | 法兰 | |
长臂 |
|
| · 长臂型。 · 从远距离上夹紧工件时很方便。 | 法兰 | |
侧推式 | 普通 |
|
| · 使用侧推式夹钳从侧面推压工件时有效。 · 除了紧固力和行程量,安装部位也有紧凑型和轻量型等多种类型。 | 法兰 |
行程 |
|
| · 使用侧推式夹钳从侧面推压工件时有效。 · 使用无需加油润滑的无油衬套实现平滑行程。 | 法兰 | |
焊接型 |
|
| · 装配式夹钳。 · 由于臂杆和手柄可以在任意角度上焊接,因此可以应用于各种场景。 | 法兰 | |
")
")
")
")
")
")
")
")
")
")
")
")
")
")
")
")
")
")
")
")
")
")
")
")
整体形状 | 加压力 | 下压式 | 侧推式 | 材质 | ||||
臂杆长度 | 臂高 距安装面 | 行程量 | 轴高 | 主体 | ||||
铁 | 不锈钢 | |||||||
下压式 | 普通 | 196~5000 | 17.6~108.3 | 7.7~50 | - | - | ○ | ○ |
普通 | 900~2270 | 56.9~71.65 | 41.6~54.1 | - | - | ○ | - | |
加长型手柄 | 264~882 | 21~57 | 7.7~25 | - | - | ○ | - | |
推拉兼用 | 900~3138 | - | - | 20.34~66.7 | - | ○ | ○ | |
水平型 | 450~500 | - | - | 16~17 | 10~12.7 | ○ | ○ | |
下压式 | 普通 | 294~4000 | 24~120 | 16~97 | - | - | ○ | ○ |
高臂型 | 910 | 34.5 | 42.2 | - | - | ○ | - | |
双臂 | 800~1500 | 150 | 50 | - | - | ○ | - | |
长臂 | 186~3700 | 51~264 | 16~88 | - | - | ○ | - | |
侧推式 | 普通 | 490~16000 | - | - | 10~80 | 14~60 | ○ | ○ |
行程 | 1960 | - | - | 30 | 20 | ○ | - | |
焊接型 | 1960~9800 | - | - | - | - | ○ | - | |
根据这些项目,选择与目标固定对称装置相匹配的肘节型夹钳。
使用案例
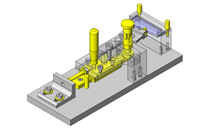
图4显示了使用下压式肘节型夹钳从上方将检查部件固定到检查夹具上的使用案例。
图4.下压式夹钳的使用案例
")
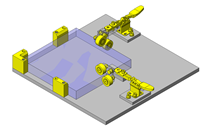
该结构通过在每一个检查夹具上分别分配肘节型夹钳,从而实现能够独立安装多个检查部件。图5是使用侧推式肘节型夹钳从侧面固定待固定部件的示例。
图5.侧推式夹钳的使用案例
")
肘节型夹钳的加压部分是用螺丝固定在主体部分上,可以根据目标紧固部件的固定位置,通过进出予以调整。
选型要点
根据肘节型夹钳的参数值选型
肘节型夹钳的规格由表1中的项目组成。针对各个项目,相应选择与用途相匹配的肘节型夹钳。
表1.肘节型夹钳的规格
项目 | 内容 |
形状 | 根据要放置的空间确定形状。 |
加压方向 | 决定是上方加压还是侧面加压。 |
推压力 | 根据“图7”中记载的推压力选型。 |
行程 | 根据“图7”中记载的行程选型。 |
材质 | 根据“图7”中记载的材质(不锈钢、结构用轧制钢)选型。 |
图7.肘节型夹钳的参数值(参考)
| 型号 | MC01-1 | MC01-S1 |
主体材质 | SS400 | SUS304 | |
表面处理 | 镀三价铬 | - | |
加压力(N) | 264.6 | ||
自重(g) | 30 | ||
臂杆开闭角度 | 90° | ||
手柄开闭角度 | 75° | ||
附件 | *尼龙螺栓 | 不锈钢螺栓 | |
")
| 型号 | MC01-1 |
材质 | 本体:SS400/安装部分:FCD450 | |
表面处理 | 本体:*三价铬/ | |
行程(mm) | 32 | |
加压力(N) | 2270 | |
自重(g) | 340 | |
手柄开闭角度 | 180° | |
附件 | 钢制螺栓 |
")
根据肘节型夹钳的操作选型
在肘节型夹钳中,操作者对杠杆施加的力通过连杆的倍力机构增大,从而得以固定待固定部件。建议选择便于操作者用力的肘节型夹钳。手柄的操作方法如图8所示。
图8.肘节型夹钳的手柄操作
")
根据肘节型夹钳的安装选型
表2中是肘节型夹钳的安装方法。
表2.肘节型夹钳的安装方法
安装 | 肘节型夹钳外观 | 内容 | |
法兰安装座 |
| 利用配置在底面两侧的法兰进行安装 | |
侧面基座 |
| 利用配置在侧面的法兰进行安装 | |
直底座型 | 侧面安装 |
| 直法兰是板厚的2倍,从侧面安装到支架上 |
夹入 |
| 直法兰之间有间隙,夹在支架上完成安装 | |
")
")
")
")
肘节型夹钳夹紧力的调整方法
肘节型夹钳是一种能够以合理的成本产生强大固定力的机械构件,但如果使用不当,将无法获得合适的固定力。在这种使用方法中,“进行固定时的推杆末端位置(固定位置)”很重要。推杆末端位置(固定位置)与待固定部件之间的关系如图9所示。可以看出,待固定部件被固定保持在推杆末端位置。这种肘节型夹钳是利用连杆倍力机构放大由人力提供的固定力,但是力的增幅比例是根据手柄的转动位置而增大,能够恰好发挥出用户期望的固定力的转动位置范围很小。必须准确地调整这个狭小的范围。
其调整方法如下所示。
肘节型夹钳固定力的调整方法
①确保固定部分调整机构(螺丝、螺母)已松开
②将待固定部件放置在推杆末端的“固定位置”
③拧紧固定部分调整机构(螺丝、螺母),用该螺丝和螺母固定住待固定部件
④将推杆恢复至释放位置并再次执行固定操作
⑤如果通过该确认动作无法获得期望的固定力,请使用固定部分调整机构(螺丝、螺母)调整固定力
图9.肘节型夹钳的固定位置调整方法
")
|
|
|
|
米思米 | 米思米 | 米思米 | 米思米 |
")
")
")
")
|
|
|
|
米思米 | 米思米 | 米思米 | 米思米 |
")
")
")
")
关联类别
Ø 肘节型夹钳