镗深孔时如何抑制颤振?
镗削深孔时加工面经常产生颤振,让人头疼,请问有解决方法吗?
为什么镗孔加工比较难?
1.加工面视觉观察困难。
2.孔内部极易滞留切屑,无法加工出好的表面。
3.深孔处根本无法看到,孔底位置停止困难,只能借助手柄数字与声音来判断。
4.刀刃的高度调整不当,刀刃以外易碰伤加工面。
颤振产生的原因
镗削深孔时经常会产生颤振的现象,由此导致的结果是:镗削孔表面光洁度变差或变成锥型孔,影响孔的精度,刀具寿命缩短,易崩刃。
产生颤振的主要原因是:
1.刀具刚性差
2.切削力大
3.夹持力不足
解决办法
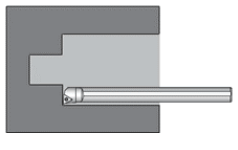
增强刀具刚性增强刀具刚性首先可以尽量选用直径大的镗刀杆,其次尽可能缩短刀杆的悬伸量,也可改用硬质合金材质的刀杆来替换钢质的刀杆,或使用带阻尼功能减振功能的镗刀杆。
减小加工时的切削力选用小的R角刀片及正前角刀片(切削力小的断屑槽),选用小的余偏角刀杆,减小加工时的切深,降低加工时的进给量等措施。
加强刀杆的夹持力加强对刀杆的夹持力首先可以增加夹持长度,一般刀杆直径大于25mm的,夹持长度不短于2.5倍的直径,其次可以改变夹持结构来增加夹持力,比如使用衬套等。