冲压加工时的废料回跳易造成产品不良、模具损伤等,因而会引起很大的问题。特别是薄板小径冲裁、凹模之间约束力较少的切边容易引起废料回跳。
废料回跳的主要原因
引起废料回跳的主要原因是真空产生的吸附、吸附到凸模刃口处、油液产生的吸附、凸模的磁力、凹模压缩空气引起的负压等。
另外,在一般的冲裁间隙中,排出的废料尺寸P2比凹模孔直径P1小,所以容易发生废料回跳。
一般的废料回跳解决方法
| 为了防止废料回跳, 吸附到凸模的力<与凹模之间的摩擦力+废料重量,就可以防止回跳, 可以采取以下几种方法 1)凸模侧的对策······斜刃口凸模、顶料凸模、带气孔凸模等 2)凹模侧的对策······以真空产生吸引、增加刃口内面的表面粗糙程度、切刃的微小倒角等 3)其他对策······改变轮廓形状、减小冲裁间隙、加大凸模进入凹模的深度等 一般来说,大多采用真空吸引方式,但从设计模具开始考虑到该结构,安装作业、吸引力的差异等调整很费工夫,顶料凸模再研磨时的顶料杆处理, 改变刃口内面粗糙程度,再研磨后的再处理也很麻烦。MiSUMi对废料回跳的凹模采取特殊的沟槽加工,解决了这些问题。 |
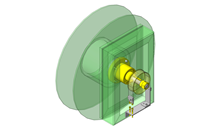
图1 防废料回跳型冲模的沟槽形状 |
防废料回跳型凹模的原理和特长
防废料回跳型凹模的原理和特长
1) 防废料回跳型凹模的原理
在凹模内侧面,将2处以上的倾斜沟从中心开始向反方向加工。在冲裁工序初期,冲裁废料会形成和凹模倾斜沟相对应的小突起。随着凸模下降,若进一步向下面压入,突起部分会被凹模侧面压缩(压平作用),摩擦力增大,从而防止废料回跳。另外,倾斜沟不是以螺旋状,而是向反方向加工,所以不会随着凸模上升,引起旋转和废料回跳。
2) 刃口形状以及凹模的种类
本产品可以有效用于容易产生废料回跳的圆形以及各种异形,而且对和凹模之间约束力较小的边缘切割形状(切边)也很有效果。
3) 操作简单,总体成本降低
只要将防废料回跳型凹模装入模具中,就可以发挥作用,所以也可以用于原有模具中,不需要另费功夫再研磨,也不需要再研磨后的再处理。凹模价格比以往的略高,但与一般凸模和顶料凸模之间的价格相差不多,以其效果和维修保养成本方面考虑,可以说其附加价值是相当高的。
切口面形状的影响
防废料回跳型凹模通过在凹模的内侧面设计倾斜槽沟(大约 0.005mm~0.1mm),发挥效果。其结果,对应于被加工材料的特殊沟加工部的部分局部性间隙扩大,所以如图2所示切口断面会发生若干变化。也就是和不进行槽沟加工的部分相比,塌角(R)、断裂面长度(H)、断裂面尺寸差(C)、毛刺高度(B)加大,剪断面(S)减少。因此,整修加工等需要光洁断面时,请注意断裂面尺寸差出现问题。
| 塌角 | R1<R2 |
| 剪断面长度 | S1>S2 |
| 断裂面长度 | H1<H2 |
| 断裂面尺寸差 | C1<C2 |
| 毛刺高度 | B1<B2 |
图2 采用防废料回跳型凹模后的切口面形状
●适用范围
1.孔径:φ0.8mm~φ48mm
一般认为孔直径越小,越容易出现废料回跳现象,但本产品在最小孔直径φ0.8mm以上便可符合要求。(如果在φ1.0mm以下 只限精密级可以符合要求)
2. 被加工材质 : 可以对应至拉伸强度1177N/mm2(120kgf/mm2)
一般认为质地越硬,延伸性越小,越容易产生废料回跳现象。防废料回跳凹模可以对应到符合大部分的被加工材料的拉伸强度1177N/mm2(120kgf/mm2)为止。 如果被加工材料超出拉伸强度1177N/mm2(120kgf/mm2)时,则无法发挥作用。
如果被加工材料超出拉伸强度1177N/mm2(120kgf/mm2)时,则无法发挥作用。
3. 被加工材料的厚度 : 0.1mm以上可以对应
由于油、真空产生的吸附等原因,造成板越薄,越容易产生废料回跳,从而引起故障。防废料回跳凹模可以符合板厚度 0.1mm以上产品。(如果板厚度在φ1.5mm以下,只限精密级可以满足)
4. 凹模的材质 : 可以从相当于SKD11、 SKH51、粉末高速钢(HAP40)、硬质合金V40、超微粒子硬质合金中进行选择
注意事项
我们已尽可能使特殊槽沟加工发挥最佳效果,从而对产品的影响控制在最小范围内,但由于各种条件的不同,防废料回跳的效果也可能会出现差异。
凸模和凹模的嵌合量 : 大约1mm
为了充分发挥防废料回跳型凹模的功能(通过压平作用,增大和凹模的摩擦力。),必须保证1mm左右,所以在设计模具以及再研磨时请注意。3. 再研磨量(再研磨) : 大约1mm(使用BC时,为BC-1mm止)
为了充分发挥防废料回跳型凹模的效果,希望再研磨量在1mm左右以内使用。(为了发挥效果,刃口直线部分必须在1mm 以上。)
订货方法
为了使斜沟槽对解决废料回跳问题具有最佳效果以及对产品的影响控制在最小范围内,除了一般的凹模尺寸以外,另需提供被加工材料的板厚度以及间隙(单侧)的数值。
被加工材料的板厚
 :0.15mm以上(指定单位0.01mm) ・间隙
:0.15mm以上(指定单位0.01mm) ・间隙 :0.01mm以上(指定单位0.005mm)
:0.01mm以上(指定单位0.005mm)被加工材料精密级
:0.10mm以上(指定单位0.01mm) ・间隙精密级:0.005mm以上 (指定单位0.001mm)