小孔冲孔大致是指直径小于φ1.0mm的孔。而φ1.0mm左右的孔所采用的材料板厚设定为1.0mm左右。
凸模的设计
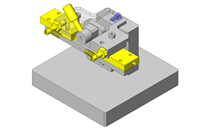
为了进行保护,冲孔凸模如【图1】所示,采用了通过卸料板对凸模前端进行导向(凸模导向)以防止凸模破损的对策。
凸模尺寸的P与B的关系,以B≦10P为最大长度的大概标准。
小孔凸模的B尺寸较短,凸模导向更加困难。

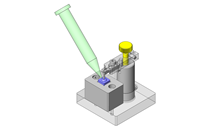
作为解决措施,采用了如【图2】所示的台阶凸模。P上的d尺寸采用d≦P+2t左右。原因是为了避免凸模从材料中拔出时孔产生变形。凸模前端的导向的长度采用 导向长度≧凸模直径。此外,凸模与卸料板孔的间隙为单侧0.003以上。原因是不产生油膜断裂的最小间隙的大致标准为0.003。最好同时对凸模侧面进行抛光。

凹模的设计
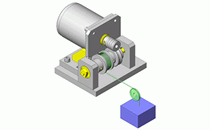
凹模设计的要点是避免冲裁废料积留在凹模孔内。原因是冲压冲裁废料所需的力意外地大、冲裁力意外地多。
■参照【图3】

作为对策,应尽可能缩短刃口长度(A)。如果可能的话,应逐片冲下冲裁废料。此外,原则上废料漏料孔(d)相对于P尺寸,不应过大。此时,在缩小d尺寸的同时缩短凹模的长度(L)。防堵塞对策。间隙比通常要大一些。以尽量降低冲裁加工力。如果采用常规的间隙加工小孔,冲裁剪切面会较长。这是由于孔冲裁废料被压溃而造成的。