问题
我们希望高效率、高精度的加工键槽
加工键槽时,如果槽宽不均匀,则键无法妥善嵌入。
想要高精度进行键槽加工的关键点是什么?
回答
利用立铣刀进行切削的方式
减小切深值以降低刀具切削刃部分的切削阻力,设定刀具轨迹以确保切削刃负荷恒定,可以说是最适合进行键槽加工的设置。
通过采取这些措施,可以在高速旋转、高进给的条件下实现稳定加工。
此外,由于可以将切削阻力与热影响抑制在最低限度,所以可以让刀具性能稳定且实现长寿命。
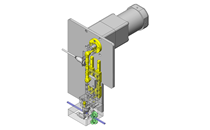
(1) 往复锯齿形刀具轨迹(以底刃为主的切削方式)
减少Z方向上的切深值,阶段性的进行下切的切削方式(参考图1)。由于是进行层状切削加工,所以可以利用短刃长的圆弧角型立铣刀,在加工中有效抑制颤振的产生。

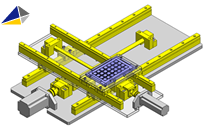
(2) 次摆线刀具轨迹(以外周切削刃为主的切削方式)
以圆弧状轨迹进行切削加工(参考图2)。外周切削刃的切深值少且保持恒定。
由于使用直径小于槽宽的刀具,所以切屑的排出性良好。由于切削稳定,且能够充分发挥出刀具性能,所以多刃的大螺旋角立铣刀效果较好。

推荐刀具
无论是(1)往复锯齿形刀具轨迹,还是(2)次摆线刀具轨迹,均请使用圆角半径与加工形状相符、颈部长度与键槽深度相符的圆弧角型立铣刀。
推荐商品简介
适合用于往复锯齿状刀具轨迹的圆弧角型立铣刀产品线
XCP系列超硬圆弧角型立铣刀 |
|




适合用于次摆线刀具轨迹的圆弧角型立铣刀产品线
XCP系列超硬圆弧角型立铣刀
|
 |

XCP系列超硬圆弧角型立铣刀
|
 |