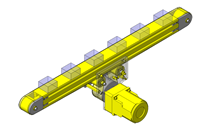
作为一种不会产生成型材料废料的注塑成型技术,热流道技术得到了广泛的应用,但不同于冷流道模具,对于模具的热收支,需要进行极其精确的温度控制。决定模具部件热收支的,是热量的传递方式。热传递方式有以下3种形态。
1.热传导(heat conduction)
例)金属之间发生的导热现象
2.热对流(heat convection)
例)热量从金属对流到空气中的现象
3.热辐射(heat radiation)
例)从金属表面的颜色及光泽传递辐射热的现象
在热流道的设计中,巧妙地组合运用上述1~3的热传递方式的经验与科学知识非常重要。
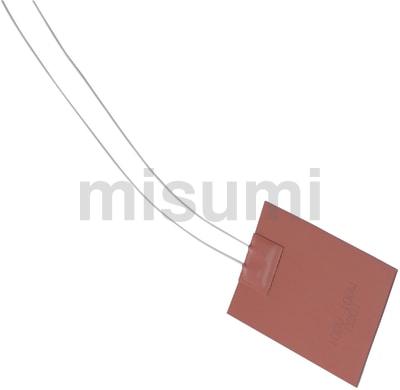
对于热传导,在进行选型时,必须对构成热流道的流道主体和加热器、加热片等的材质以及金属材料的热导率予以考虑。
金属的热导率如下所示。
类型 | 热导率(kcal/m·hr·℃) |
不锈钢 | 22 |
SKD61 | 29 |
碳素钢(S55C) | 46 |
铬钢(1%Cr) | 52 |
铝青铜 | 70 |
锌合金(4%Al,3%Cu) | 94 |
铍铜 | 104 |
纯铜 | 332 |
从这个数据可以看出,纯铜和铍铜的导热性非常好。
另一方面,还会使用陶瓷等导热性差的材料来防止导热。
而在热对流中,空气的隔热效率非常高。在模具保温中,有意识的设置间隙,以利用空气并使热流道的金属部件不会相互接触。
区分应该对热量进行保温的区域和应该散热的区域,并相应进行热设计非常重要。热量的累积当然也必须会导致部件发生热膨胀。