在工程塑料(engineering plastics)和超级工程塑料中,要求型腔表面温度超过100℃的树脂种类越来越多。
如果型腔表面温度超过90℃左右,如果再利用水(热水)来进行温度控制,通常就很难实现升温以及保温。
一般来说是采用如下手段。
(1)油液调温
利用油液进行温度调节时,循环泵排出的油液通过接头软管,在设置于模板或型腔内的流道内循环,从而让温度保持恒定。一旦温度提升到设定温度,则可较为稳定的实现温度维持。
但是,这一方式的缺点在于,升温所需的时间较长。
此外,在处理油液时存在烫伤的风险,并且油液的后处理也可能会很麻烦。
(2)电加热器
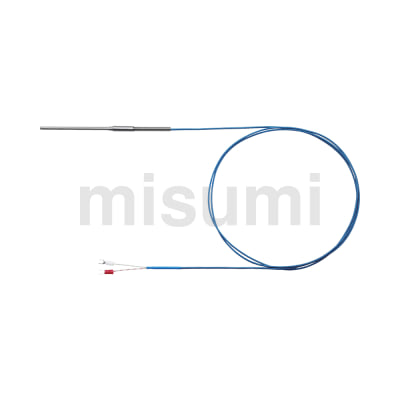
利用电加热器(筒式加热器)进行温度控制,是通过与温度传感器(热电偶等)同时使用,将温度保持恒定。由于热容量大,所以具有升温快的优点。
但是,加热器周围温度高、远离加热器的地方温度低,想要保持均匀的温度分布很困难。
此外,加热器寿命有限,需要定期更换。
安装加热器时,与安装孔之间的间隙很重要。如果间隙过大,加热器将处于空烧状态,寿命会缩短。
米思米 筒式加热器用模具温度调整控制器可以以PID控制方式进行加热器的温度调节,可以比开关控制式的控制器实现更加稳定的温度控制。
为了更精确的进行温度控制,建议在注塑机压板和模具安装板之间安装隔热板。或者,也可以在模板周围安装隔热板。
(3)加压蒸汽调温
通常情况下,以水为介质的模具温控,最高温度限制在85℃。不过最近,可以通过循环加压蒸汽(蒸汽)将温度控制在140℃左右的装置正在逐渐普及。采用这一方法,只需和以往的冷却水循环回路一样在模板或型腔内设置流路并连接水管接头,即可轻松获得高温。
不过,由于会有高温蒸汽流过,所以接头软管必须是耐热规格。这一点务必要遵守。
【表】型腔表面温度较高的成型材料示例
塑料名称 | 型腔表面温度(℃) |
PPS玻璃纤维30% | 130~150 |
LCP玻璃40% | 70~110 |
PET | 130~150 |
PA46 | 80~120 |
PC | 80~120 |
耐热PLA | 110~120 |
PEEK | 120~160 |
PI | 170~200 |
在PPS树脂和液晶聚合物的注塑模具中,必须将型腔表面温度保持在100℃以上,因此需要用油或筒式加热器控制温度。
通过开关电源实现控制的“ON-OFF控制”,是市场上广泛使用的筒式加热器温度控制方式。
“ON-OFF控制”由简单的开关切换装置构成,因此控制器的价格相对较低,但也有型腔表面温度变化大、温度难以稳定的弱点。
如果型腔表面温度不稳定,可能会导致精密成型产品的收缩状态、尺寸、表面光泽等出现偏差。
因此,建议采用“PID 控制”以确保型腔表面温度尽可能稳定。
PID控制是指,应用
比例(Proportional)
积分(Integal)
微分(Derivative)
以缩短温度稳定所需时间的控制方式。
米思米“筒式加热器模具温度调节控制器”采用PID控制,并结合SSR(半导体继电器)进一步提高了设定温度的精度。
在“三相交流 200V”条件下,筒式加热器的最大负载可达10kW。
作为使用范例,可以将“三相交流200V 1kW”的2支加热器分别集成到活动侧模板和固定侧模板中,通过PID控制实现稳定的型腔表面温度控制。
隔热板是用于实现稳定注塑成型模具温度和节能保温的重要部件。在工程塑料和超级工程塑料的注塑成型中,作为不可缺少的部件而得到应用。
米思米将隔热板系列产品化,您可以根据用途相应选型。
隔热板的使用方法,通常包括
1. 固定在注塑成型机的压板上使用时
2. 固定在模具安装板的后面使用时
2种情况。
隔热板的选型标准包括如下项目。
1.耐热温度
· 推荐使用温度 100℃以下
· 推荐使用温度 180℃以下
· 推荐使用温度 220℃以下
· 推荐使用温度 400℃以下
· 推荐使用温度 500℃以下
2.材质
与使用推荐温度和压缩强度相关联的是材质。
材质中包括如下所示的种类。
· 棉布+酚醛树脂(电木)
· 牛皮纸+酚醛树脂(电木)
· 玻璃纤维+硅酸盐粘合剂
· 玻璃纤维+超耐热环氧树脂
· 玻璃纤维+磷酸盐粘合剂
· 玻璃纤维+硼酸盐粘合剂
石棉被认为对健康有害,所以米思米不使用石棉。