![]() 腔槽的设计建议
腔槽的设计建议
腔槽的内R角大小建议≥R0.5、腔槽深度应以铣刀直径4倍以内为佳(加工腔槽所使用的铣刀半径必须≤腔槽内R或≤腔槽最小宽度)。
![]() 推荐腔槽形状
推荐腔槽形状
综合加工成本考虑,腔槽的以下形状组合请优先设计以便于获取最经济实惠的解决方案。
![]() 腔槽建模
腔槽建模
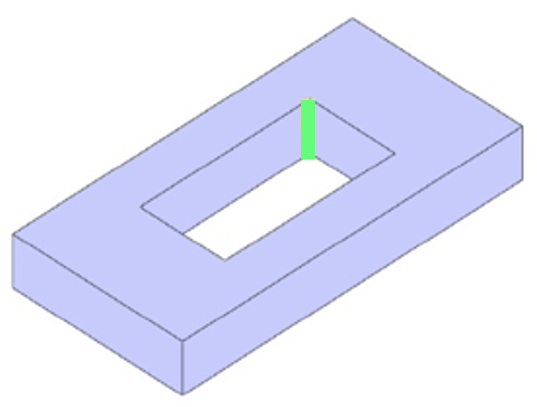
腔槽R角需要建模
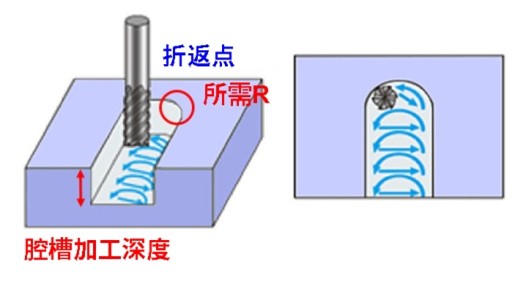 | 采用铣刀加工时,铣刀的运动轨迹会产生R角。此处R角请建模。 R角越大,使用的立铣刀直径就越大,加工时间就短、成本就低。 一般铣刀加工腔槽所需的最小R角为R0.5,若R角小于R0.5,则需要特殊加工工艺(无法自动报价) |
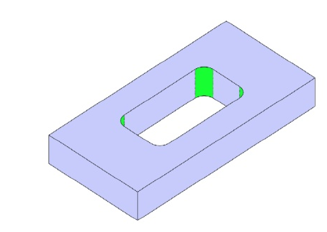
铣刀刀尖R角无需建模
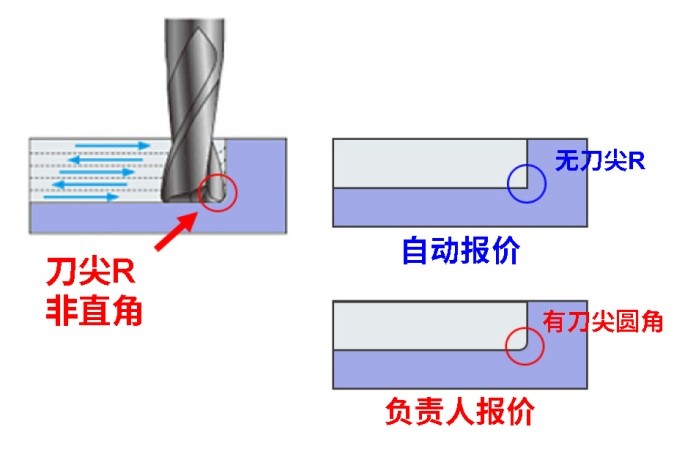 | 因立铣刀刀尖部分实际会有极小的R角,腔槽底部加工后理论上会产生相应的R角,此R角请勿建模。如果3D模型存在刀尖R角,则无法正确判断加工方向(无法自动报价)。 |
![]() 封闭腔槽建模
封闭腔槽建模
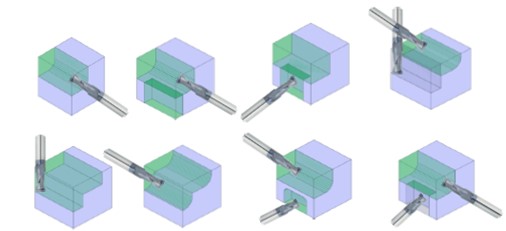
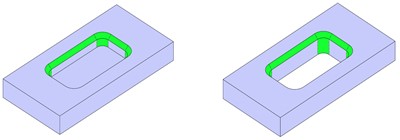
对于4面包围的封闭腔槽,内R过小时无法用加工中心加工(加工中心成本相对较低),请尽量以较大的内R角建模。
腔槽 | 非贯通 | 贯通 | ||
参考内R | 内R≥R0.5 | 内R<R0.5 | 内R≥R0.5 | 内R<R0.5 |
示意图 |  |  |
|  |
加工方式 | 加工中心 | 不推荐 | 加工中心 | 线切割 |
※ 给封闭腔槽口部倒角时,建议C20以下, C20以上的倒角需要用到特殊刀具加工,会增加加工成本,无法自动报价,并不推荐。
![]() 开放式腔槽建模
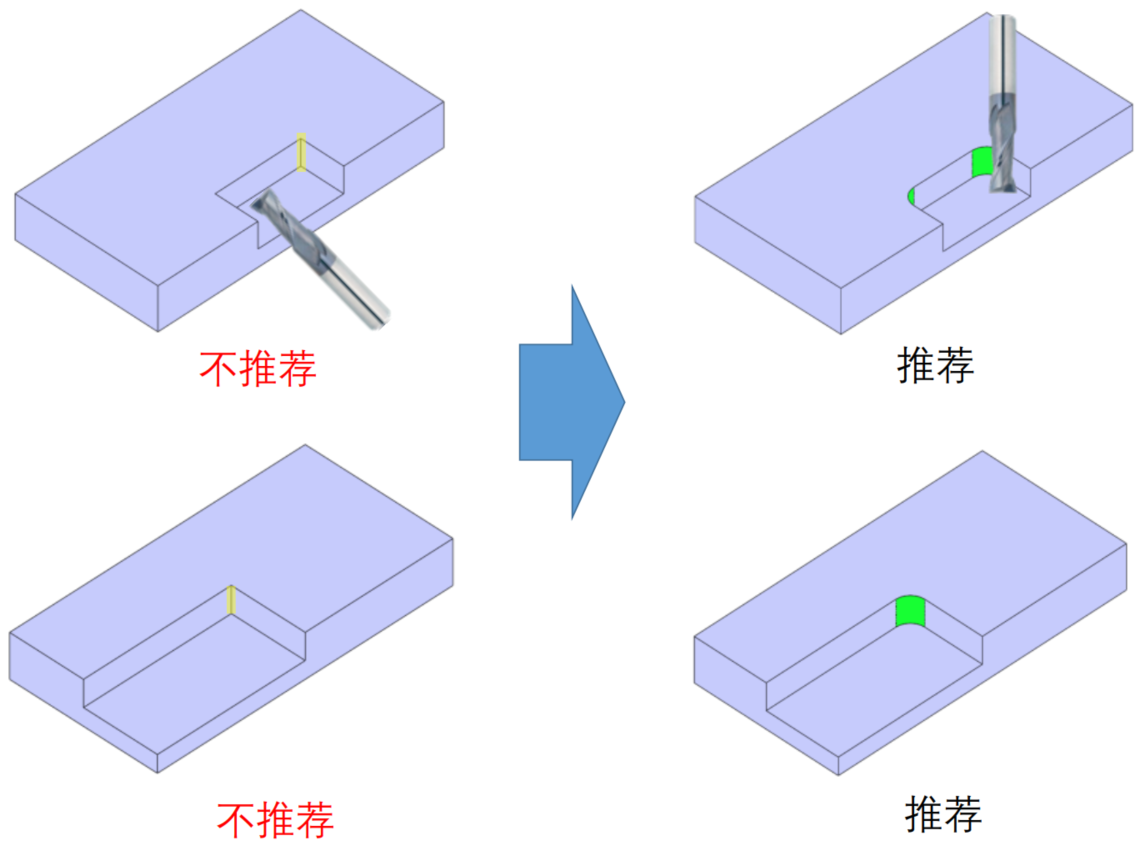
开放式腔槽建模
推荐设计成2侧面贯通,或底面贯通的腔槽,因无论是否存在内R角都可利用铣刀或线切割加工。
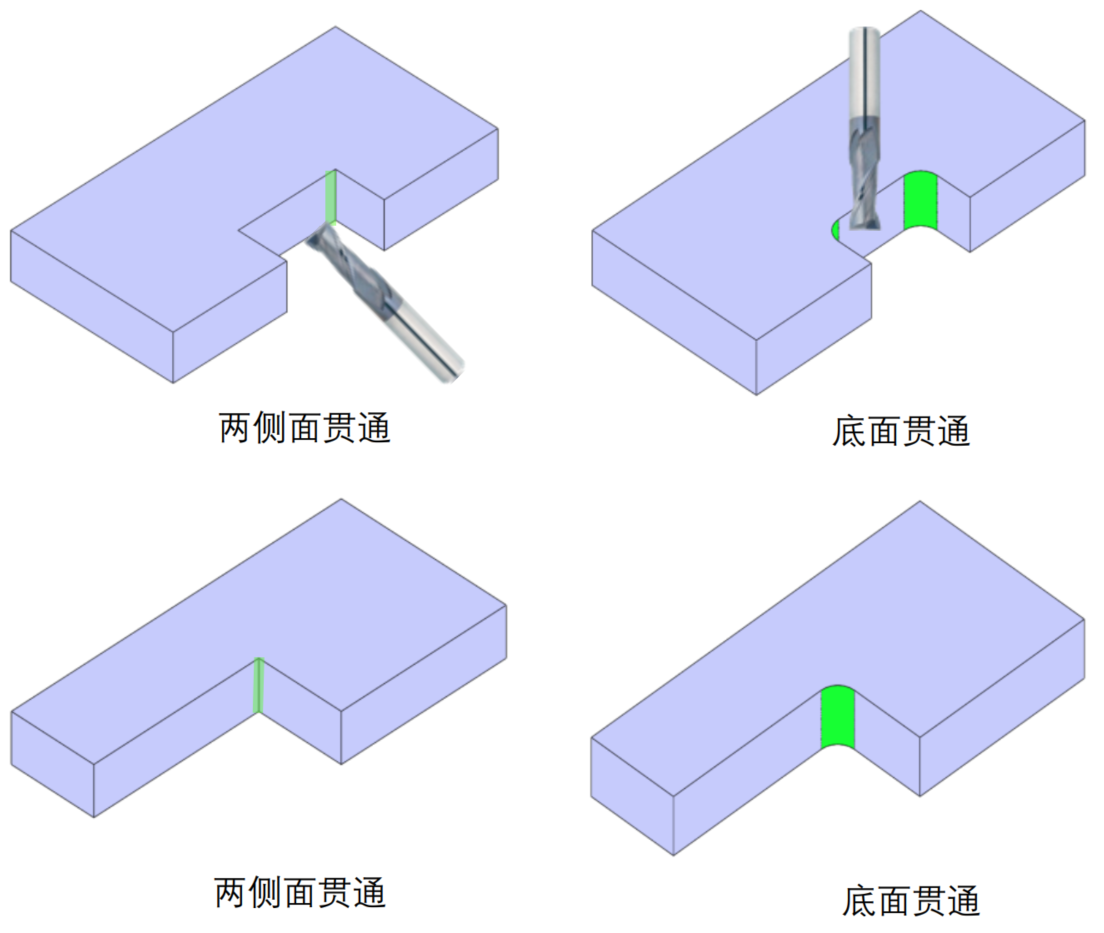
非贯通腔槽,推荐设计成内R3以上。
(R0.5以上可用立铣刀加工,但考虑实际加工深度,建议设计成R3以上。)
![]() 开放式腔槽的口部倒角
开放式腔槽的口部倒角
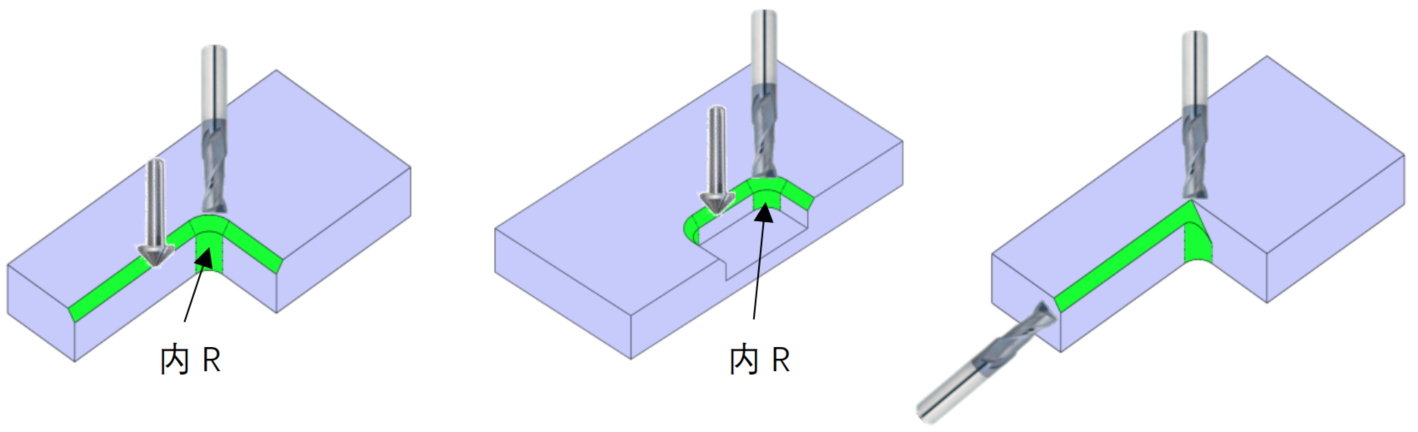
在腔槽上倒外R角时,不推荐以下形状,立铣刀无法进行加工。
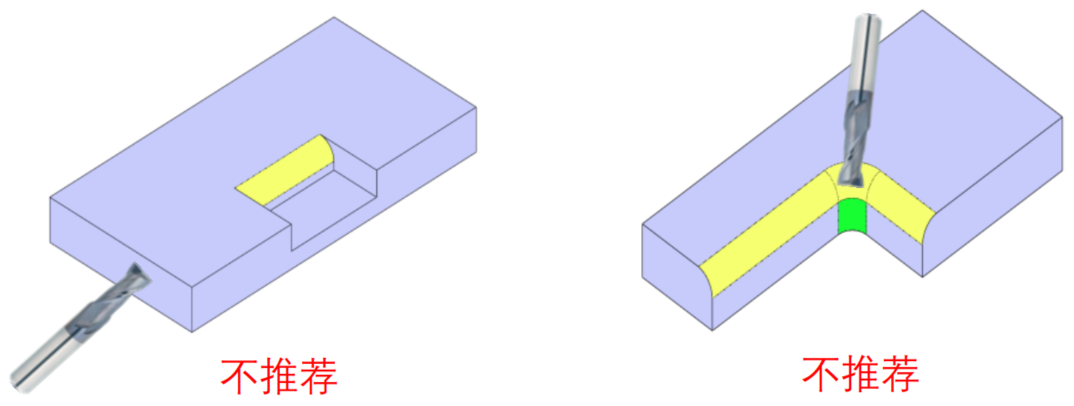
*腔槽口部倒角,对于下图左侧及中间所示的形状,在建模阶段设计内R角后,可使用倒角刀进行口部整体倒角加工。
*腔槽口部倒角大小建议C20以下, C20以上的倒角需要用到特殊刀具加工,会增加加工成本(无法自动报价),除下述特例外并不推荐。
*特例:对于下图右侧所示的单侧倒角形状,可以使用立铣刀进行倒角加工,单侧可超过C20。