R是指曲线或曲面。据说它来自于半径(Radius)或表示圆形或拱形的“Round”。
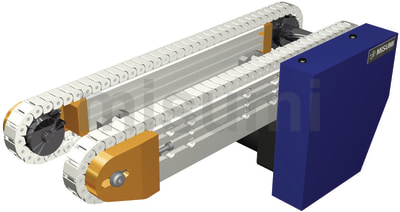
这次我们将介绍“不使用专用模具的R形外罩钣金加工”。 R形外罩是用于链条以及飞轮等旋转物体的安全防护罩以及高设计性的设备外罩等用途。
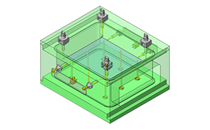
下面将介绍如何在不使用专用模具的情况下,制作图1所示R形外罩的设计方法和实际加工过程。

图1 R形状外罩
·R形状的钣金加工方法
·R形状外罩钣金设计要点
·尝试进行钣金切割与弯曲加工
R形状的钣金加工方法
在钣金加工中,通常认为R形状加工是弯板加工中难度最大的一种。
加工R形状的方法,包括使用三辊卷板机进行滚压弯曲、使用折弯机进行R型弯曲、FR弯曲三种。

滚压弯曲

R型弯曲

FR弯曲
种类 | 优点 | 缺点 |
滚压弯曲 | 可用于较大的R。 | 需要专用机器。需要进行端部弯曲加工。 |
R型弯曲 | 加工速度快,适合批量生产。 | 需要专用模具。生产品类切换准备时间长。 |
FR弯曲 | 通用型。不受R尺寸限制。 | 加工速度慢。近似形成R形状。 |
受到专用机器或专用模具的限制
使用三辊卷板机进行滚压弯曲,使用折弯机进行R型弯曲都需要使用专用机器或专用模具,需要进行初始投资。
不具备专用机器或专用模具的企业,则可能无法进行加工。
使用FR弯曲来解决问题
在这种情况下,可以使用通用弯曲模具,利用折弯机进行FR弯曲来解决问题。
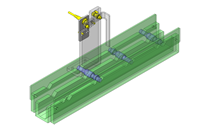
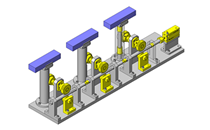
FR弯曲是指逐步将工件送入(“FEED”)并反复进行较小的弯曲,从而形成任意大小的“R”的加工工艺。

图2 FR弯曲操作过程
由于需要进行多次弯曲,与滚压弯曲和R型弯曲相比,FR弯曲的表面不够平滑。
R形外罩钣金的设计要点
材料:SECC 板厚:1毫米 最小弯曲高度为4.3毫米,假设最终加工为R100,制作三维模型如下。作为示例,将使用我公司使用的SheetWorks(※)来创建这个模型。
(※)SheetWorks是基于3D CAD软件SOLIDWORKS的定制化CAD软件,配置了面向钣金制造业的各种专用指令,由天田公司(AMADA)推出。

图3 最小弯曲高度
1. 从右侧面开始绘制草图

图4 草图的开始 R100的圆弧
根据圆弧计算出FR弯曲的送入次数和每次的进给量。
进给次数:圆弧长度157毫米 ÷ 最小弯曲高度4.3毫米 = 36.5 ≒ 36次。
进给量:圆弧长度157毫米÷ 36次=4.36毫米(必须大于最小弯曲高度)。
2. 添加参考平面

图5 添加参考平面 [插入]-[参考几何]-[平面]
输入以下值:
· 在第1参照中选择右侧面
· 在偏移距离中填写R形外罩物的宽度,即200毫米
3. 将R100草图投影到平面1上

图6 R100草图投影
开始在平面1上绘制草图,并将R100草图转换成实体。
4. 使用"放样的折弯"(Lofted Bend)转换为实体

图7 放样的折弯 [插入]-[钣金]-[放样的折弯]
选择草图1和草图2作为轮廓,并输入以下值。
· 在“平面铣削选项”中选择“刻面值”
· 将“折弯数”设置为进给次数36次
· 厚度为1毫米
· 弯曲半径为0.1毫米
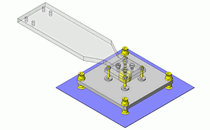
5. 生成展开图
将材料和板厚应用于完成的模型并生成展开图。
在图8实体化和展开图中,每个进给量都有弯曲线,且附加了角度和弯曲方向等属性信息。这些属性信息将被生成弯曲加工程序的CAM和折弯机所继承。

图8 实体化与展开图
可按照设计师的意愿,在各个工序中省去输入和判断的操作,从而提升生产效率和质量。
6. 创建弯曲加工程序并进行加工验证
完成展开图后,下一步是转至用于生成机床控制程序的CAM工序。
(CAM代表Computer Aided Manufacturing=计算机辅助制造)
CAM中,包括用于切割金属板材的转塔冲床或激光加工CAM、用于钢板弯板的折弯机CAM,激光加工仅适用于简单形状,因此在此省略。在此,重点介绍折弯机CAM。
通过选择模具、设定弯曲顺序、后挡料位置,并进行加工验证,在实际进行加工之前判定加工可行性。
展开图被输出到服务器后,CAM自动创建并保存加工程序。
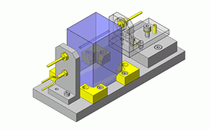
图9是自动生成的数据模拟画面。

图9 利用CAM自动创建的数据模拟画面
加工程序创建完成。
在折弯机上,是利用1个冲压点和2个冲模,合计3个区域进行弯曲。
请查看图10。可以确认,进给量4.36毫米x2 = 8.72,大于V槽宽度。处于弯曲区域内的工件可以平整且高精度地完成弯曲。

图10 折弯机的弯曲区域
如果进给量较小,则宽度会小于V形槽的宽度,已经弯曲的部分也会落入V形槽内,这会导致精度变差。
图11是一个不好的例子。其宽度远小于6毫米的V形槽宽度,已弯曲好的部分也落入槽中。

图11 折弯机的弯曲区域
尝试进行钣金切割和弯曲加工
在之前的案例中,是使用冲床/激光复合加工机进行切割。 使用沉孔和螺孔的模具进行冲孔加工。
请点击此处查看案例 1“如何在不焊接的情况下连接钣金件”。
1. 切割加工
由于本案例中只进行外轮廓加工,因此使用单台激光切割机进行加工。

山田FOMⅡRI
安装材料并开始加工。

将材料安装到激光加工机上

激光加工机的状态
至此,利用激光切割机完成了切割工作。

利用激光加工机完成切割后的样子
2. 弯曲加工
从折弯机屏幕上调用在CAM工序中创建的数据,后挡料位置的L值、加压力的D值已输入完成。

画面的L值、D值
将模具安装到指定位置后,进行弯曲加工。

弯曲加工开始
由于材料的厚度和硬度存在微小的差异,因此每次加工都需要进行尺寸测量,并根据需要输入修正值。这是机器操作员发挥其技能的地方。

弯曲加工完成
3.通过FR弯曲完成R形外罩
已通过FR弯曲成功加工出了R形外罩件
虽然有轻微弯曲痕迹,但最终产品的设计性和安全性都很好。

也可生产能够自动报价的FR10次弯曲

虽然表面有些粗糙,但比FR 36次弯曲便宜。
可适用于在保持安全性的同时,需要优先考虑成本的场合。
结论
本期介绍了如何不需要专用模具,就能实现R形外罩的钣金加工。
可以通过使用通用型FR弯曲,解决以往只能使用昂贵的专用机器或专用模具进行制作的R弯曲加工问题。通过这样的技巧拓宽了钣金工艺的应用范围!
使用通用模具设计FR折弯钣金时,重要的是根据R尺寸设置FR折弯进给数,并且确保进给量大于 3D 模型中的最小折弯高度。由此可以确保顺利完成加工过程。