自动设备等精密组装时的组装基准面的设计和加工
・ | 自动设备等的组装机构,许多时候都长期反复承受着较大的力(压缩和拉伸力、惯性力等),所以一般的组装方法是采用螺栓连接具有平面精度的2个零部件。 |
・ | 核准较广的面积进行组装,虽然能够减少每单位面积的载荷,但在组装阶段很难保证在2个面之间不会混入些微的异物等,所以对照面没有必要增加多余的面积。 |
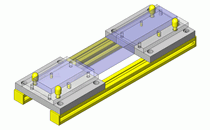
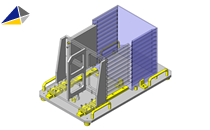
・ | 应该沿着施力方向(或者运动方向=惯性力作用的方向等)在对照面上制作槽,进行定位平面的设计(例如:【照片1】滑动导轨的滑块顶面上的槽)。 |
・ | 槽部的加工具备铣床加工程度的精度即可,不过不能采用残留应力较大的粗加工。基准面部使用平面磨床精加工成细微的粗度(Ra0.05等),边缘部应该进行倒角处理,清除毛刺。 |



下次对精密测量用的精密基准面进行说明。