下面将根据轴的根数与无油衬套个数,对其构造与调整方法予以讲解。
表1.无油衬套与轴的构造
无油衬套与轴的构造 | 内容 | 用于实现间隙的方法 | |||
机械加工 | 装配调整 | 构造 | |||
| 如果能够通过机械加工制造出可以确保间隙的精度和尺寸,则可以制造出能够进行线性和旋转运动的轴和轴承。 | 需要 | 不需要 | 不需要 | |
| 由于必须确保2个无油衬套之间的间隙,因此建议采取在1个已通过机械加工达到规定精度的固定座上压装2个无油衬套的加工方法。 | 需要 | 取决于结构 | 取决于结构 | |
| 将2个无油衬套压装至1个通过机械加工达到规定精度的固定座中,且确保轴处于平行状态。 | 需要 | 需要 | 需要 | |
| 将4个无油衬套压装至1个通过机械加工达到规定精度的固定座中,且确保轴处于平行状态。 | 需要 | 需要 | 需要 | |
")
")
")
")
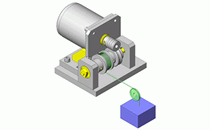
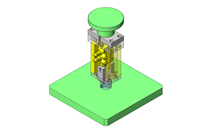
1根轴上有1个无油衬套的构造
设计者可以选择按照加工精度进行轴定位的“固定块一体化结构”方式,或是选择将固定块分离为底板和固定块的“固定块分离”方式。
而探究这两种方法的特点,一体化方式的加工所需工时较多,但是装配所需工时较少。而分离方式的加工所需工时较少,但是装配所需工时较多。因此,设计者在选型时可能会感到难以决断,而当以成本作为选型基准时,设计者可通过分别按照两种方法绘制图纸估算出包括加工和装配在内的成本,从而做出选型决策。
表2.1个无油衬套与1根轴的构造
构造 | 设计要点 | |
个别 | 通用 | |
轴固定块一体化结构
| · 以可能贯穿的精度(约10μm)加工轴固定块两端的轴固定孔。 | · 使用带固定座的无油衬套可以减少装配所需工时数。 · 轴和固定块之间是采用从顶部用止动螺丝固定的结构。此时,与螺杆接触的轴表面应进行“D形切割”或“周向避让槽”加工。 · 无油衬套固定座可沿着轴方向和旋转方向2个轴向移动。 |
轴固定块分离结构
| · 基板的固定块安装部位应加工成具有良好平整度的状态(约10μm) · 从固定块安装面到轴固定孔的高度,两个零件应为相同的公差尺寸(50μm) | |
")
")
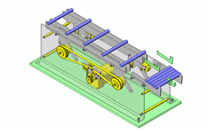
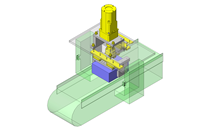
1根轴上有2个无油衬套的构造
设计者可以选择按照加工精度进行轴定位的“固定块一体化结构”方式,或是选择将固定块分离为底板和固定块的“固定块分离”方式。
而探究这两种方法的特点,一体化方式的加工所需工时较多,但是装配所需工时较少。而分离方式的加工所需工时较少,但是装配所需工时较多。
此外,当固定座的数量变为2个时,加工工时数和装配工时数都会增加。因此,设计者在选型时可能会感到难以决断,而当以成本作为选型基准时,设计者可通过分别按照两种方法绘制图纸估算出成本,从而做出选型决策。
表3.2个无油衬套与1根轴的构造
构造 | 设计要点 | |
个别 | 通用 | |
轴固定块一体化结构
| · 压装无油衬套的固定座内径芯部采用贯通加工(如果孔较长,则从两端开始加工),且加工直线精度良好。 | · 轴和轴固定块之间的固定,是采用从顶部用止动螺丝固定的结构。此时,与螺杆接触的轴表面应进行“D形切割”或“周向避让槽”加工。 · 无油衬套固定座可沿着轴方向和旋转方向2个轴向移动。 |
轴固定块分离结构
| · 2个固定座的无油衬套,两个芯部压装孔应同轴。 · 固定座的无油衬套压装孔固定板安装面为基准面。 · 将固定座和固定板调整到轴在无油衬套中能够顺畅运动的位置,然后固定。 | |
")
")
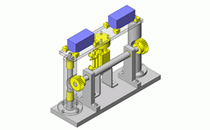
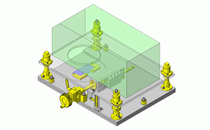
2根轴上有2个无油衬套的构造
设计者可以选择按照加工精度进行无油衬套定位的“固定座一体化结构”方式,或是选择将固定座分离为移动板和固定座的“固定座分离”方式。
这两种方法的特征在于,一体化构造方式的加工所需工时数较多,但是装配所需工时较少。而固定座分离方式的加工所需工时较少,但是装配所需工时数增加。因此,设计者在选型时可能会感到难以决断,而当以成本作为选型基准时,设计者可通过分别按照两种方法绘制图纸估算出成本,从而做出选型决策。
表4.2个无油衬套与2根轴的构造
构造 | 设计要点 | |
个别 | 通用 | |
固定座一体化结构
| · 这是一种能够依靠加工精度保证无油衬套位置和轴平行度倾角的结构。 · 轴固定块两端的固定孔应完成定心,且加工为平行状态。 | · 轴和轴固定块之间的固定,是采用从顶部用止动螺丝固定的结构。此时,与螺杆接触的轴表面应进行“D形切割”或“周向避让槽”加工。 |
轴固定块分离结构
| · 固定座的无油衬套压装孔固定板安装面为基准面。 · 将固定座和移动板调整到轴在无油衬套中能够顺畅运动的位置,然后固定。 | |
")
")
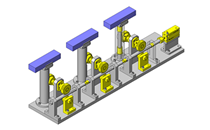
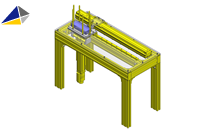
2根轴上有4个无油衬套的构造
选择是装配有4个无油衬套的固定座分成2个还是分成4个。将可以减少装配工时的加工精度考虑在内,建议采用将固定座分为2部分的分离结构。
表5.4个无油衬套与2根轴的构造
构造 | 设计要点 | |
个别 | 通用 | |
固定座2体分离结构
| · 2个固定座的无油衬套,两个芯部压装孔应同轴。 · 固定座的无油衬套压装孔固定板安装面为基准面。 · 将固定座和移动板调整到轴在无油衬套中能够顺畅运动的位置,然后固定。 | · 轴和轴固定块之间的固定,是采用从顶部用止动螺丝固定的结构。此时,与螺杆接触的轴表面应进行“D形切割”或“周向避让槽”加工。 |
固定座4体分离结构
| · 固定座的无油衬套压装孔固定板安装面为基准面。 · 将固定座和移动板调整到轴在无油衬套中能够顺畅运动的位置,然后固定。 | |
")
")
|
|
|
|
米思米 | 米思米 | 米思米 | 米思米 |
")
")
")
")
| |||
|
|
|
|
米思米 | 米思米 | 米思米 | 米思米 |
")
")
")
")
关联类别
Ø 自润滑衬套、垫圈
Ø 无油线性滑板
Ø 旋转轴/驱动轴
关联内容