无油衬套的间隙会对性能产生影响,所以在装配时,必须与轴和固定座之间保持适当的位置关系。在本期中,将讲解将无油衬套和轴之间的位置关系配置在适当位置所需的思路方法。
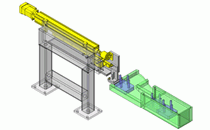
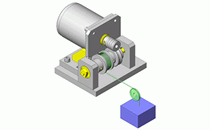
图1中显示了将无油衬套装配到设备中的步骤。无油衬套被压装到加工后与孔位置平行于基准面的固定座上,并装配到设备中,用于将与轴之间的间隙调整至满足规格值要求。如图1所示,无油衬套的外径和内径按照固定公差加工而成,两径的同轴度由制造商保证。固定座是基于将无油衬套的内径转印到A面的理念而制造出来的,无油衬套的孔径位置是以压装了两个部件的图1所示部件A面为基准面而确定。
图1.无油衬套与固定座的装配
")
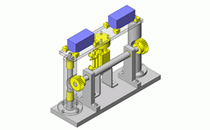
为了确保无油衬套内径与轴之间的间隙,关于轴的固定位置,必须将其固定在能够确保固定座与轴之间间隙的位置。图2显示了确保无油衬套与轴之间间隙的两个部件的自由度,每个部件都有xyz方向以及旋转方向合计6个自由度。
图2.用于确保间隙的零部件自由度
")
其中,作为移动方向的x方向和x旋转之间的间隙无需考虑,只需控制剩余的4个自由度以确保间隙。通过零部件的加工精度、固定螺丝的间隙调整、使用垫片进行的高度方向的调整以及结构来实现这一精度目标。
|
|
|
|
米思米 | 米思米 | 米思米 | 米思米 |
")
")
")
")
| |||
|
|
|
|
米思米 | 米思米 | 米思米 | 米思米 |
")
")
")
")
关联类别
Ø 自润滑衬套、垫圈
Ø 无油线性滑板
Ø 旋转轴/驱动轴
Ø 垫片