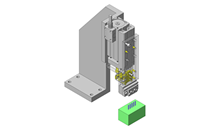
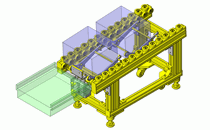
【图1】所示为误送料检测部件和导正销的关系。
误送料检测部件")
误送料检测设置为无法进行导正输送来的材料的位置修正时启动。因此,如果要使其先于导正销动作,必须要比导正销长且细(导正的矫正量范围之内)。误送料检测部件一般是由错误检测销、关联销及微动开关等开关类构成的。
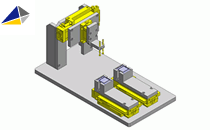
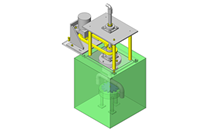
【图2】表示检测到误送料时的动作状态。
误送料检测部件")
动作的顺序如下。
(a) 错误检测销提升到错位材料的导正孔边缘。
(b) 错误检测销向上顶起。
(c) 装在错误检测销槽中的关联销被顶到旁边,碰到微动开关等,发出检出信号,使冲压机停止。
检出误送料后,最好能在导正销接触到材料之前停止冲压机,因此错误检测销必须相当长。要实现上述要求常常很困难,大多数时候会错误加工1次后才能停止。高速加工的冲压机即使在紧急停止后,也会继续加工2~3次。【图1】【图2】所示的错误检测方法,在错误检测销、关联销、微动开关等动作时会产生游隙。游隙会造成检测时间延迟,导致冲压机停止延迟,加工错误扩大。
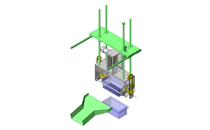
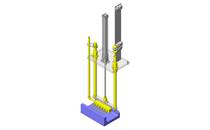
【图3】是为了解决机械动作的延迟问题,采用电气动作的检测方式。
误送料检测部件")
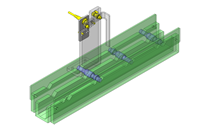
【图】中所示仅为1例,实际上还有很多形式可以使用。其原理是通过电气方式使检测销保持绝缘状态,在材料、检测销间有微弱的电流流通。正常时,检测销进入导正孔中时不与孔壁接触,不会有电流流通。如果导正孔如图(a)那样错位,碰到检测销,便会有电流流通,发出检出信号,使冲压机停止。与图1相比,动作速度更快。缺点是在冲压加工过程中检测销的电线始终会动。因此可能会在某处断线。若发生断线,即使检测销检测到异常,冲压机也不会停止。必须进行定期检查。