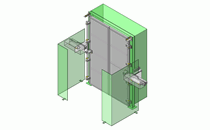
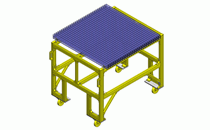
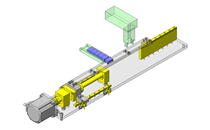
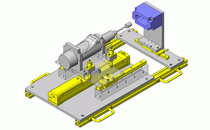
连续6次讲解与轻量化方向相对应的薄板搬运构造的设计。玻璃基板的搬运构造主要使用的是辊子搬运(图1)和步进梁搬运(图2) 2种搬运方法,这里是以辊子搬运构造为讲解对象。
1) 机械设计的辨别化的要点(原理原则的追求)
因为搬运构造的功能具有很高的通用性,所以任何的搬运机也几乎都是相同的构造。但是,需要更高一层的高功能化的时候,理解原理原则设计的机械,可以直接使用或者是经过少许改良就可以使用。这种带有潜在的快速对应力的机械会成为支撑谋求短交货期的产品开发竞争力的重要的辨别能力。
2) 玻璃基板的薄板轻量化的搬运问题
随着玻璃基板变薄,像图3那样的由于自重产生的变形量会急剧增大。
从这个图可以判断出板厚在0.7mm以下的玻璃基板,不能用搬送支撑间隔超过450mm的2点支撑方式进行搬运。
而且,由于搬运时的故障玻璃基板很容易发生缺肉和裂纹。
由于薄板的轻量化,在生产线上的下述搬运问题就变得明显了。
在板玻璃制造流程中产生的残留应力还残留的状态下基板被投入到生产线上,由于生产流程(粘接,印刷,热处理等)中热的影响会使残留应力的状态发生变化,初期的基板形状会产生复杂的波纹状。
由于支撑板的多个搬运辊子上承受的自重产生摩擦力基板被搬运,但是由于基板变形在各个的辊子接触点上的摩擦力会有很大的不同。两端的搬运辊子上的摩擦力不相等的状态下弯曲会恶化。
在清洗流程中因为基板是在浸湿的状态下被搬运的,与干的基板相比摩擦系数会变小。其结果是,在清洗流程中搬运力会变小,由于搬运速度的差别基板会重叠等的搬运不良会增加。
结构设计者必须解决由于上述的薄板轻量化产生的搬运问题。
")
")
")