![]() 1、3轴加工中心与5轴加工中心的区别
1、3轴加工中心与5轴加工中心的区别
我来介绍一下当今切削加工技术中堪称最新的“5轴加工”。想必设计、制造机械零件的人都会听到过这个词。5轴加工意思是利用支持5轴加工的加工中心实施的切削加工。这样的加工中心也通称为“5轴加工机”或“5轴加工中心”。
通常的加工中心只能在X、Y、Z这三个轴上运动,因此也称为“3轴加工中心”。相对于此,5轴加工具有如下优点:节省 3轴加工中心花费时间实施的更换工序,能够缩短工序,能够实施3轴加工中心无法完成的加工。
3轴加工中心与5轴加工中心究竟哪里如何不同呢?首先让我们从结构上看一下。
图1-1是3轴加工中心和5轴加工中心的内部区域的外观。3轴加工中心如此前介绍的那样,由固定工件的工作台和主轴构成。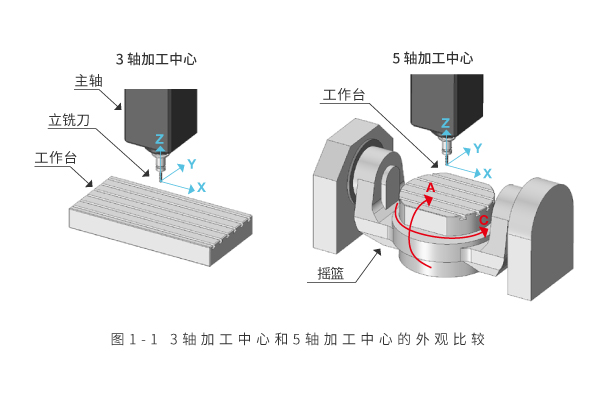
主轴相对于工作台能够在左右方向(X轴)、前后方向(Y轴)、上下方向(Z轴)这三个轴向上移动。立铣刀安装在主轴上,在旋转的同时,沿三个轴向自由移动,切削工件。如前所述,由此能够实现包括 3D 加工在内的各种形状。
5轴加工中心是在X、Y、Z三个轴的基础上增加了两个旋转轴的机构。图 1-1 是典型的摇篮式5轴加工中心的结构。工作台可在两个轴的旋转方向上自由倾斜:绕X轴旋转方向(A轴)和绕Z轴旋转方向(C轴)。由于绕A轴旋转的机构像摇篮一样运动,所以名称为摇篮。
此外,还有在主轴侧附加单轴旋转功能或在主轴附加2轴旋转功能的情况(所谓的5面加工中心)。5轴加工中心有了这样的机构,究竟能做什么呢?我们来看一下具体动作的示意图吧。参见图1-2。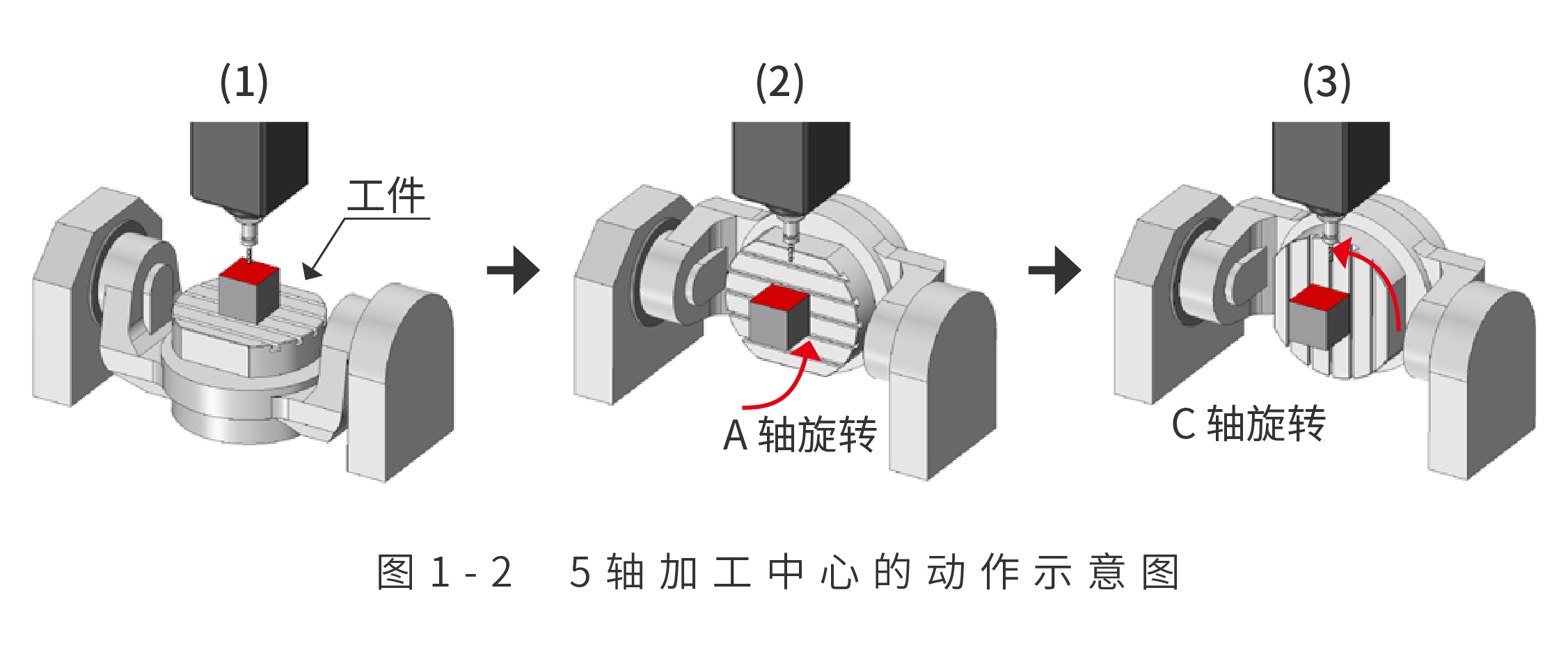
首先,如(1)所示,如果将工件直接放置在工作台上进行加工,则上表面与主轴正对。正好是能够切削涂红的表面的范围。如果在该状态下将 A 轴倾斜 90 度,则成为(2)的状态。在(1)的状态下无法切削的面与主轴正对而能够切削。
进而,如果将 C 轴倾斜 90 度,则成为(3)的状态,能够加工下一个表面。如果在该状态下继续旋转 C 轴,则可以连续不断地加工其他面。也就是说,只要安装上工件,就能在该状态下对除了底面之外的所有面进行加工。由此能够省略更换工序,有望因缩短工序而缩短加工时间,提高加工精度。
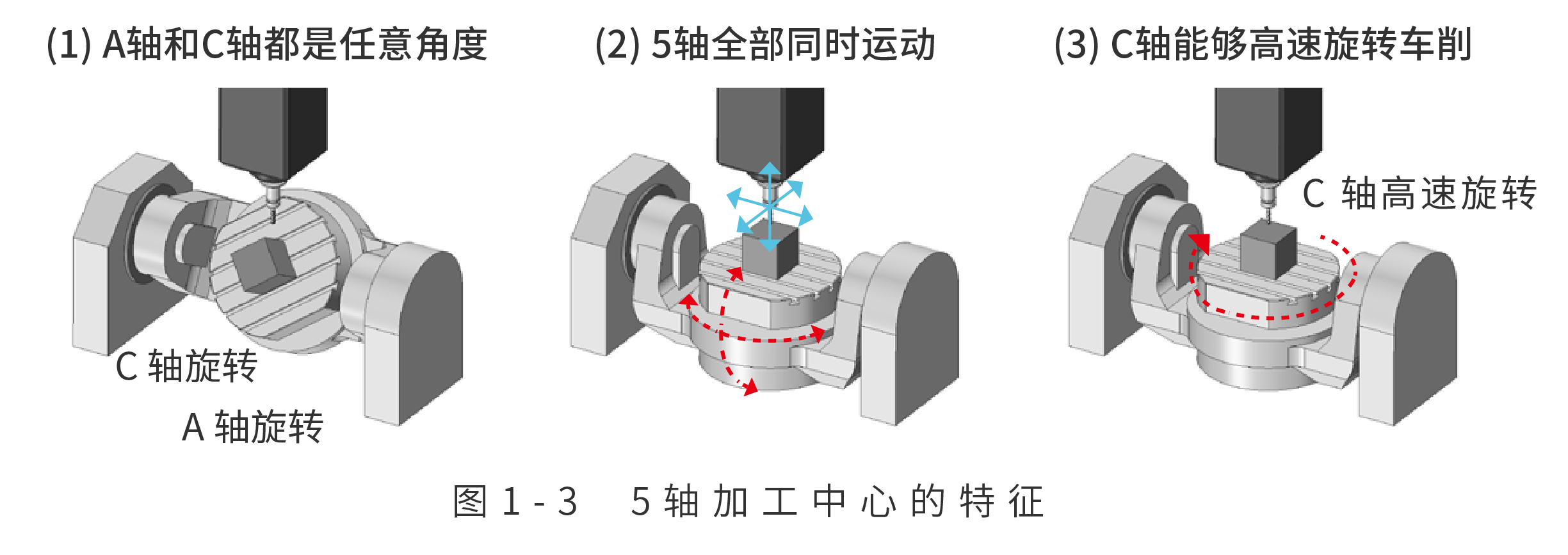
当然,5轴加工中心可以旋转的不仅是图1-2那样的90度。A轴和C轴均能设置为任意的角度,A轴和C轴能够单独旋转。此外,A 轴、C 轴和 X、Y、Z 五个轴可以同时动态运动。
通常的5轴加工中心的使用方法是将A轴和C轴倾斜一定角度进行加工→倾斜到下一个角度进行加工,移动主轴时会事先停止旋转轴。这种加工方法称为“固定5轴加工”或“分度5 轴加工”。
相对于此,同时移动包括旋转轴在内的所有轴的加工方法称为“5轴联动加工”。所谓叶轮等就是只能进行5轴联动加工的形状。
此外,5轴加工中心还有C轴高速旋转、具备能够像车床那样进行车削加工的功能的机型。
![]() 2、实际感受一下轴加工的效果吧!
2、实际感受一下轴加工的效果吧!
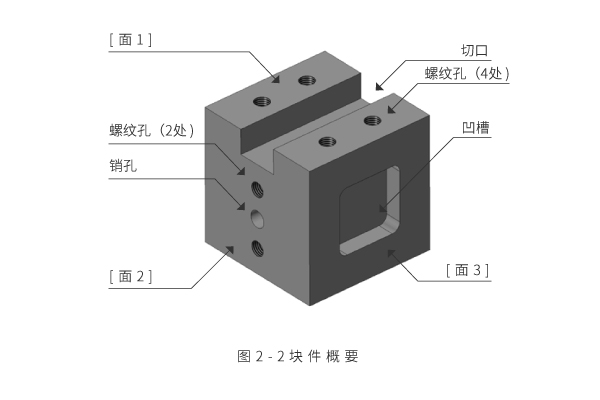
为了让大家感受到5轴加工的威力,让我们以样品零件为例,模拟体验一下5轴加工。要通过5轴加工来制作图 2-1、2-2那样的块件会怎样?让我们一起体验一下。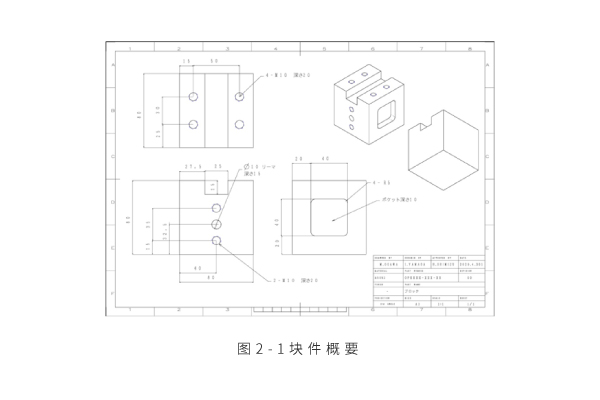
3轴加工中心的加工简单来说如下所述。
1. [面1]的加工工序准备 2. [面1]的加工 (切口、螺纹孔) 3. [面2]的加工工序准备 4. [面2]的加工 (螺纹孔、销孔) 5. [面3]的加工工序准备 6. [面3]的加工 (凹槽) |
在加工各个面之前,一定要进行工序准备工作。该工序准备工作包括工件找平行、原点设置等需要技术既能的谨慎工作。工序准备工作越多,加工时间也越长,越会因工作误差而导致尺寸精度变差。
另一方面,5 轴加工中心的加工怎么样呢?请再看一下图 2-1块件图纸。
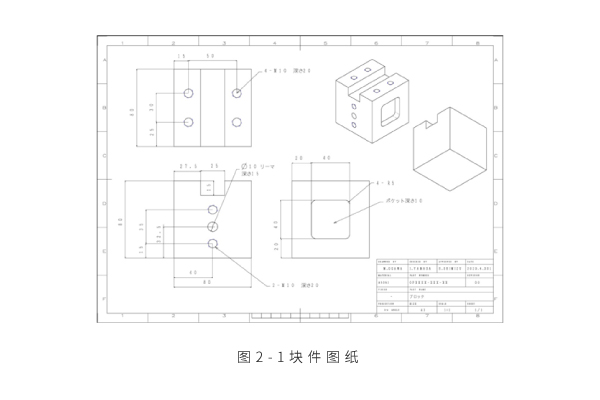
首先在5轴加工中心的工作台上安装机用虎钳。5轴加工中心的情况下,多会使用像这样抬高加固的虎钳固定工件。理由是在倾斜C轴时,避免工作台与主轴相互干扰。
对机用虎钳找平行和定原点,固定工件。然后设置工件的原点,安装刀具,创建加工数据。至此工序准备工作完成。
接下来进入加工。加工[面1]后,旋转A轴,加工面2,然后旋转C轴,加工面3,完成。在此期间,无需将工件取下,更换工序。能够一口气连续加工。
工序如下
1. 加工工序准备 2. 加工面 1 3. 旋转A轴→加工[面2] 4. 旋转C轴→加工[ 面3] |
如此,利用5轴加工中心进行的加工能够省略加工工序准备。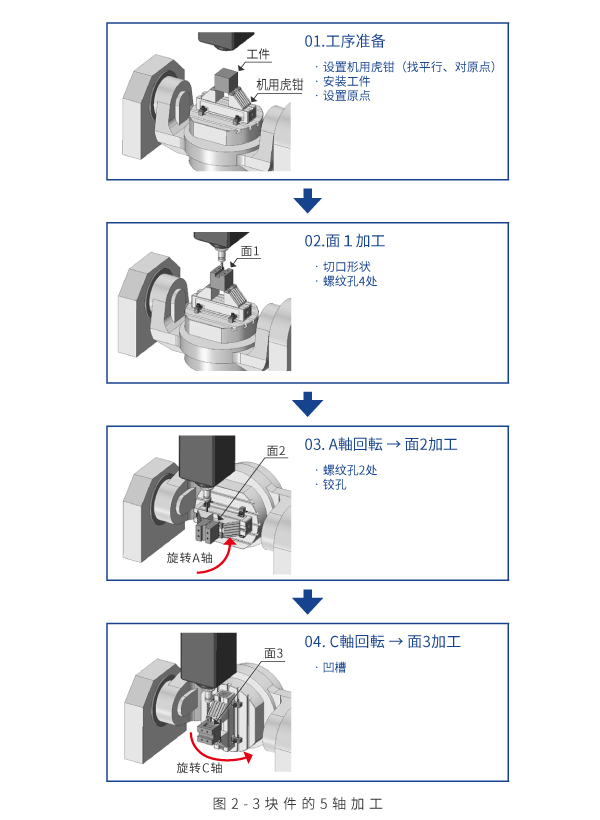
![]() 3、 5轴加工的优点是什么?
3、 5轴加工的优点是什么?
5轴加工的优势并非只是能够省略更换工序,还能够细微地控制斜度,因此具有能够从各种角度靠近工件 的优点。下面介绍几个5轴加工的优点。
3-1、5轴加工能够减少多面加工的工时和成本
5轴加工并非仅是能够简单地省略工序准备来加工6面体。5轴加工还能够加工必须从各种角度进行加工的复杂形状,这一功能发挥着巨大的威力。没有5轴加工,就需要针对每个斜度制作专用的夹具等,耗时费力,无法实现。
5轴加工能够自由地控制角度、朝向,因此无需专用夹具等。由此,可能能够答复减少初期产品的制作工时和成本。例如,让我们思考一下3-1那样的块件的加工。有相对于倾斜面垂直开设的凹槽形状。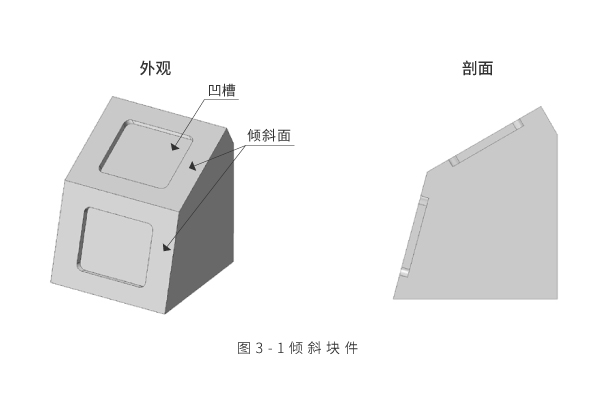
要使用通常的3轴加工中心加工这样的倾斜面,就需要使倾斜面与主轴正对,因此需要耗费功夫。可以考虑一是使用带倾斜功能的虎钳等工具的方法,另一个是制作专用夹具的方法。带倾斜功能的虎钳例如可以使用图3-2所示的虎钳。在3轴加工机上,要使用这样的虎钳固定工件,调整为想加工的角度。但耗时费力,而且只是进行模仿性的工作,因此加工精度也较差。
专用夹具例如如图3-3所示。制作这样的夹具,将其夹在工件下,由此在3轴加工中心中也能改变工件的斜度进行固定。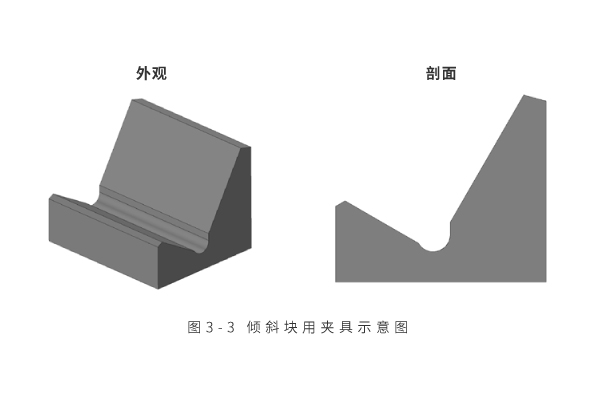
例如如图3-4所示进行固定。这样便能够使用3轴加工中心加工倾斜面的凹槽。当然,在该情况下,另一个倾斜面的凹槽也需要单独的专用夹具。
可以想象这需要多少工时人力。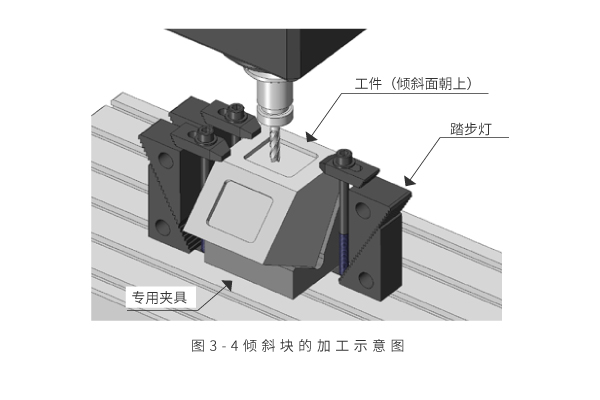
只要是5轴加工中心,就无需这么费事。将工件固定于工作台,使A轴和C轴在设备上旋转,立刻就能加工。
3-2、5轴加工使斜向对刀
5轴加工中,虽然没有被特别宣传,但其能够在工件为倾斜的状态下使刀具抵接工件,这具有如下优点。其一是能够根据情况缩短刀具的突出量。其二是球头铣刀顶端以外的部分也能切削工件。
突出量时从刀具顶端到刀架端面之间的距离。以前曾经讲过,刀具的直径(D)与突出量(L)之间的关系应该满足L/D ≤ 5。当突出量过长时,刀具的振摆增大,加工精度变差,切削后的表面粗糙,精加工效果不佳。
让我们思路一下例如加工图3-5那样的零件(L型块件)的情况。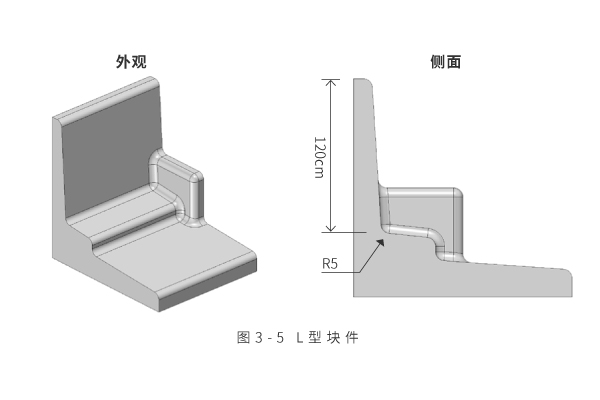
该L型块件的至内侧为止的深度为120mm,其内角倒角为R5。要想使用3轴加工中心加工它,则如图3-6(1)所示。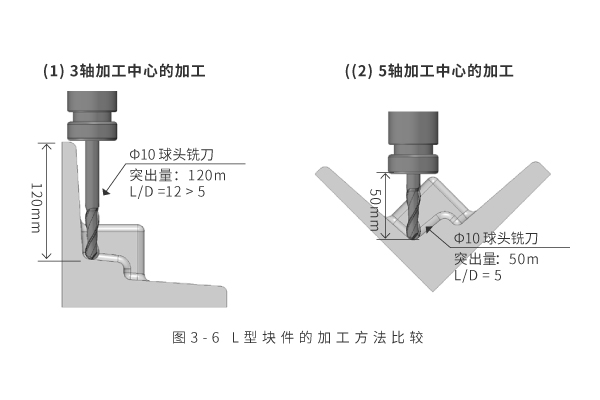
内角倒角为R5,因此所使用的立铣刀为φ10的球头铣刀。而且为了避免立壁与刀架相干扰,必须加长球头铣刀的突出量。突出量最少需要为120mm。
在这种情况下,突出量 (L) 120 mm ÷ 刀具直径 (D) 10 mm = 12.0。这意味着与本应为 L / D ≤ 5 的情况相比,突出量太大了。如果直接进行切削,表面可能会整体变得粗糙,在某些情况下,刀片可能会在加工过程中断裂并损坏工件。
使用5轴加工中心进行加工时,可以将工件倾斜到方便的角度,因此不必担心刀架出现图 3-6 (2) 所示的干扰情况,并且可以减少突出量。
由此能够制作 3 轴加工无法加工的形状。通过减少突出量,还能够精加工出漂亮的表面。
此外,球头铣刀的顶端的转速为零。换句话说,在旋转中心附近几乎没有切削力。这是因为其被强行压在工件上进行切削。如果利用5轴加工,使工件倾斜,将立铣刀抵住工件,则该转速为零的部分不会与工件接触。
换句话说,由于工件被有切削力的部分切削,因此还有能够精加工出漂亮的表面的优点。
4、5轴联动加工能做什么?
5轴加工中心的真正价值在于它可以实施使X、Y、Z三个轴和A、C两个旋转轴同步、同时边控制边使之运动的“5轴联动加工”。
这要求加工机和CAM必须支持5轴联动加工,且加工数据的创建也极其困难。工作台和主轴都是动态移动的,所以如果设置中稍有疏忽,主轴和工作台就会立即发生碰撞。
它需要固定 5 轴加工所不具备的先进技术。我想日本也很少有能够熟练使用同时5 轴加工的加工企业。本文无法展现其运动,但请在互联网上观看“5轴联动加工”的视频等。
5 轴联动加工能够制作以“叶轮”为代表的满是凹切的复杂形状。图 4-1 所示的零件就是其典型示例。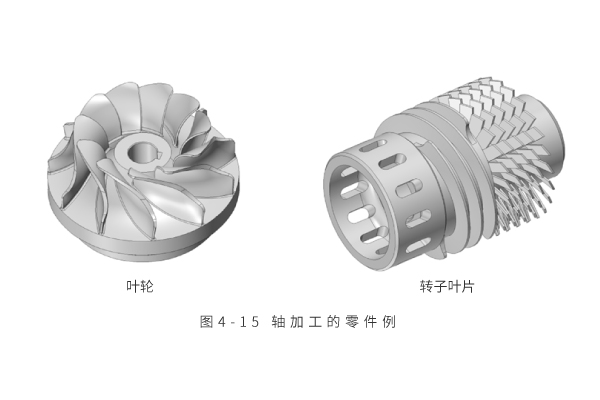
在固定5轴加工中,需要使工作台以某个斜度停住进行加工,然后使工作台以下一个斜度停住进行加工,如此逐个固定工作台的斜度。虽然像叶轮那样的复杂形状也可以通过多次改变斜度来加工,但可以想象这将需要花费多大的人力。
相对于此,在 5 轴联动加工中,能够使工作台与主轴运动同步,同时使工作台连续倾斜进行加工。只要有立铣刀进入的间隙,就可以巧妙地避开工件,在不停止工作台的情况下进行连续加工。
请记住,5 轴联动加工在加工如此复杂的形状时最有效。
5、5轴加工的注意事项
5轴加工虽然万能,但因其机构特点仍有一些需要注意的事项。
5-1、不适合粗加工和重切削
如您所见,与普通的 3 轴加工中心相比,5 轴加工中心追加了 2 轴旋转用的机构。换句话说,设备的结构变得复杂,一般而言,它的刚度比3轴加工中心差。尤其是使用5轴加工中心那样的形状复杂的零件例如飞机零件等,为了减轻重量,往往采用薄壁结构,90%以上的材料都变成了刨花的零件也经常看到。
切削加工的基础是 (1) 切削体积的粗加工、(2) 精高精度加工表面的精加工。 ①粗加工时,使用尽可能大的刀具以较大的进给量进行切削。这种加工在切削时的阻力较大,也被称为“重切削”。
但是,5轴加工中心在结构上“奢华”,不适合重切削。
例如,如果要使用 5轴加工中心对阻力大的不锈钢进行重切削,则加工中心本身可能会振动并对工件产生不利影响。当然也必须注意加工要轻柔,用小刀具减少阻力。
在粗加工中,虽然不介意精度希望尽快完成时,但由于加工中心的振动令人担心,最终还是慢慢加工。
换句话说,在许多情况下区分使用3轴加工中心和5轴加工中心至关重要,即粗加工时使用 3 轴加工中心进行重切削,然后将工件转移到5 轴加工中心上,进行精加工或者切削只能利用5 轴加工才能完成的部分。加工现场最好能适当区分使用3轴加工中心和5轴加工中心,但是如果现场只有5轴加工中心,则可能不得不使用5轴加工中心来从事其本来不擅长的重切削。
5-2、加工精度未必高
前文中说明了5 轴加工中心能够省略更换工序,因此容易提高加工精度。但是要说5 轴加工中心的加工的精度就一定高吗?其实也不尽然。
5 轴加工中心的工作台是旋转的,因此有时在进行最初的工序准备时,误差会增大。例如,如图5-1所示,要加工同轴的沉孔至关重要的块件。在通孔的两端,施加沉孔加工。在该零件的功能上,该沉孔加工的同轴度至关重要。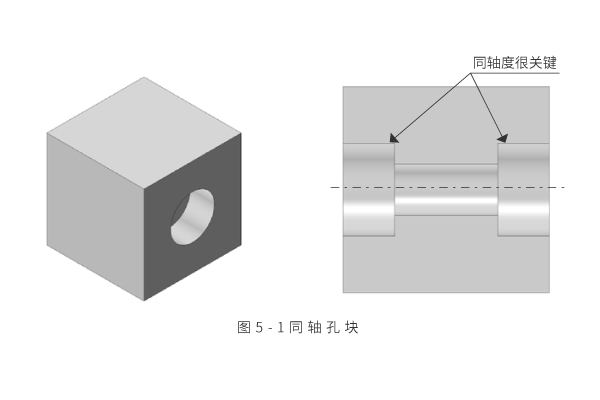
我们来使用5 轴加工中心如图5-2所示加工沉孔部分。
此处假设在如(1)所示固定工件时,工作台的旋转中心与工件的加工原点偏离。设偏离量为D。
假设在加工了单侧的沉孔后,使工作台绕C轴旋转180 度,加工相反侧的沉孔,则会在偏离量为 2 倍(即 2D)为位置进行加工。如果没有注意到这一点而进行加工,则本来同轴度很重要,但最后加工出的同轴度却存在巨大偏差。
必须始终注意像这样因旋转工作台导致误差增大的可能性。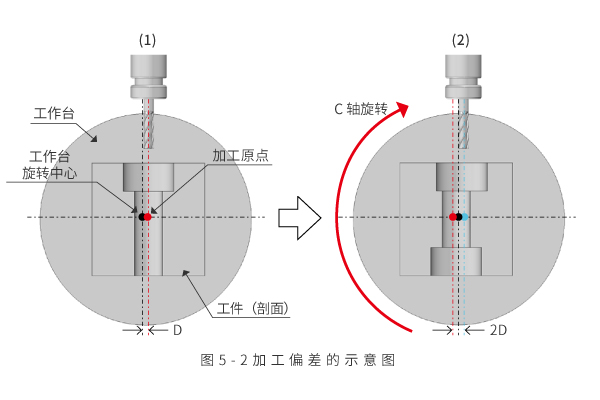
5-3、工件尺寸受限
5 轴加工中心与3 轴加工中心相比,增加了2轴,结构相应地复杂些。即使是相同尺寸的加工中心,5 轴加工中心的工作台的大小也往往更受限。也就是说,5 轴加工能够处理的工件的大小比3 轴加工中心受限。
从设备的大小角度看,可能会感觉只能处理小件产品。拥有能处理较大工件的加工中心的加工企业也很有限。
要记住,5轴加工中心的工件尺寸往往受到限制。
5-4、加工单价高
事实上5 轴加工中心比3 轴加工中心采购费用高。而且还要引进制作支持5 轴加工的数控数据的应用程序(CAM)等,针对5 轴加工进行定制设置。
所以要记住5轴加工中心的加工单价也相应较高。
5-5、一个面需要其他工序的加工
5轴加工并非能够加工全部6个面。固定时成为底面的面无法加工。因此基本上在进行5轴加工前,都需要通过其他工序加工底面。
而且很多情况下还必须研究如何在5轴加工机上固定工件。除了此次介绍的机用虎钳外,还有需要专用夹具的情况等。由于加工精度会因固定精度而产生巨大变动,因此进行5轴加工前的预先准备至关重要。
6、什么是与5轴加工之间的绝佳距离感?
此次介绍了目前切削加工的最新技术即5轴加工。5轴加工的优缺点总结如下。
优点 | 缺点 |
• 可以省略工序准备次数,通过缩短工序,有望降低成本和提高加工精度。 • 可以缩短刀具的突出量,并且旋转中心以外的部分也能切削,因此能够精加工出漂亮的表面。 • 可以实现只能通过缩短刀具突出量才能完成的形状。 • 可以实现叶轮等只能利用5轴联动加工才能切削的产品。 | • 结构上不适合重切削(在某些情况下,可能需要与 3 轴加工机结合使用)。 • 可处理的工件尺寸相对于加工机尺寸较小。 • 加工精度并不总是很好 • 加工费更高 • 总有一面无法加工,必须在其他工序中进行加工。 |
我认为可以在设计时考虑5轴加工,但最好是在充分考虑了这些优点和缺点的基础上反应到设计中。5轴加工中心既不是能够仅凭自己一台就高效完成所有工序的万能加工中心,也不是3轴加工中心的完全上位的兼容机器。
希望大家理解5轴加工中心存在一些其特有的问题,请适当的距离感巧妙地使用它。