导正的使用目的是将进行冲压加工前的材料位置修正到正确状态(请参考第95讲 导正(1))。通常如【图1】所示,将导正推入孔中进行错位矫正。此时,导正中心和孔中心的错位量即矫正量。校正量与材料壁厚和导正直径成正比。导正直径的最小实际尺寸为1mm左右。
导正(3):材料-材料导板-导正的关系")
导正直径和孔径不能为相同尺寸。否则,进行导正后从材料中脱出时,会将材料吊起。一般情况下(参考图1(a)),导正直径(P1)至少应比孔径(P2)小0.01mm左右。材料的壁厚为1mm左右时,导正直径应比孔径小0.02~0.04mm左右。该直径差就是定位精度。如图1(b)所示,导正必定插入孔中、不会位于孔径的中心,直径差表现为错位。这就是产品的极限精度。但是,导正很少单个使用,大都是多个一起使用,因此导正会相互干涉,比以单根使用为前提来考虑时误差会变小。因此,导正非常多时,由于模具加工误差等的影响,材料吊起的问题会更多,麻烦更大。
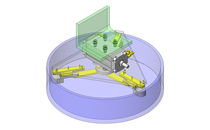
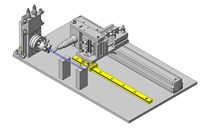
【图2】所示为与材料定位相关的内容。
导正(3):材料-材料导板-导正的关系")
材料首先由材料导板引导。此时,材料导板和材料的关系通过预测材料的宽度公差、横向弯曲等的变化来确定导向间隙。即使在最差的状态下,也要使材料能通过导板。此时的导向精度不一定能满足产品精度。
通过进给装置设定规定的进给长度,按设定长度移动材料。这种情况下进给长度的差别主要取决于进给装置的精度,但该差别不一定在产品的精度范围内。
对这种状态下的材料进行矫正,使其满足产品精度,就是导正的作用。
可以说,材料导板是使材料保持在导正校正量范围内的1次导向装置,导正则是在这之后确保材料满足产品精度的2次导向装置。