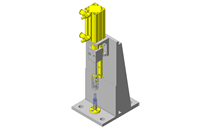
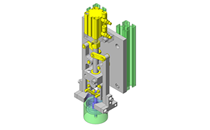
落料冲裁加工时,产品形状(【图1】)与落料冲裁凸模(【图2】)形状看起来为相同的形态。
凸模的轮廓形状为外形冲裁的凸模。相对于产品的轮廓尺寸,凸模的轮廓形状制作为减小间隙部分的形状。
凸模中的孔为冲孔凹模。相对于产品的孔尺寸,制作为增加间隙部分的形状。有关废料漏料孔的注意事项,以冲孔加工为准。
如果发生废料堵塞,则会立即导致损坏,因此应缩短凹模刃口的长度。接近孔时,从中途将多个孔制成一个较大的废料漏料孔,形成难以堵塞废料的结构。
 落料冲裁凸模的设计")
形状较小时,如果扩大废料漏料孔,侧壁则会变薄,易导致损坏,因此采取【图3】所示的台阶形状对策。异形凸模时,有时也利用倒角加工或反向放电加工进行制作。这种观点根据凸模的设计进行判断。
 落料冲裁凸模的设计")
作为落料冲裁模的固定方法,形状较大时,通过在凸模中加工螺纹孔进行螺纹固定。
利用线切割放电加工制作直杆形状时,在侧壁上通过磨削进行槽加工,然后利用该槽进行键固定,或事先对部分轮廓形状进行线切割放电加工,然后对该部分进行磨削,制作凸缘。有关凸模的固定方法,以落料冲裁凸模的固定方法为准。
凸模的材质通常使用进行60HRC热处理的SDK11。