切边加工是非常普通的加工方式,但使用频率很高。请掌握它的特点。
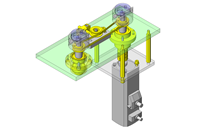
【图1】为切边加工示意图。切边加工的尺寸设定与冲孔加工相同。切边尺寸=凸模尺寸。相应地,在凹模上设置间隙尺寸。
切边加工的特征是不对全周进行冲切,如【图1】所示,存在凸模不加工的面。这一点会带来问题。
切边加工")
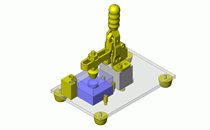
如【图2】所示的侧向力(推力负载)会作用于凸模。这会导致间隙扩大、产生毛刺。作为解决对策需要对凸模进行支承。
一种方法是设计支承突出部。采用支承突出部时,突出部在进行加工之前先进入凹模,当侧向力作用时该部分受力,确保凸模不会移动。
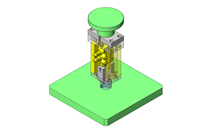
除了支承突出部方式的对策之外,还有在凹模侧制作凸起,利用该部分承受侧向力的方法。这种方法被称为支承块方式。
两者的使用目的是相同的。可根据加工条件来区分使用。
切边加工")
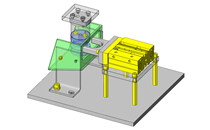
【图3】为切边加工的应用示意图。
(a)在落料的一部分设有细槽(特指切边宽度较小的形状),落料加工好像是细槽部分的凹模损坏的形状。这种情况应取下落料中的细槽部分,另设工序进行切边(有时候也称开槽)。当制件中有孔时,在冲孔加工中组合切边加工。
(b)是在利用剪板(定尺寸钢材)进行四方形拉深加工时,经常切除角部以避免拉深发生问题。此时的角部切除也属于切边加工(也许有人会采用图示的直线切除方式。属于两者的判断有所区分。)
(c)是在进行较大形状的轮廓加工(落料或修边)时,如果一次性加工所有部分,很难处理废料。此时经常如图所示,采用切边加工,分多次进行加工。在使用剪板的冲压生产线加工中,经常采用这种方式。
切边加工")