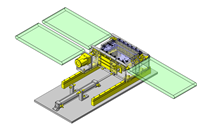
顶出装置始终接触材料。通常在材料上涂抹润滑油,以使材料贴紧顶出装置,即使从凹模中排出之后,产品也会粘在顶出装置面上,形成叠加(在产品附在顶出装置上的状态下,再次加工材料的故障),这可能会导致模具损坏。即使作业人员注意,也不能完全杜绝这种现象。可从模具结构上采取对策。
如【图1】所示,通过在顶出装置中放入卸料螺钉,可防止材料贴紧。放入1个还是多个卸料螺钉,需要考虑重心位置的平衡。
 顶出装置的设计(2)")
卸料螺钉的突出量为0.5mm~1.0mm左右。即使通过吹卸进行产品回收时,也与产品从顶出装置脱落的姿势相同,因此产品的回收方向稳定。如果卸料螺钉的突出量较长,产品回收时,卸料螺钉的前端则可能会挂在产品的孔中,从而导致事故,因此突出量最好短一些。
顶出装置的轮廓形状与凹模形状完全一样也并不好。冲裁加工时产生的金属粉等会进入到顶出装置与凹模的间隙中,从而导致烧结。这也可能会导致顶出装置不能顺畅地进行动作。
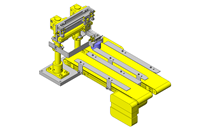
如【图2】所示,利用形状稳定的面(直线部等)进行引导,并对细微形状部分、角部R或C倒角部分进行避让,减少可能会发生问题的部分。
 顶出装置的设计(2)")
R部避让时,凸R部并非通过减小R形状进行避让,而最好通过C面进行避让;凹R部分则制成角部或以小R进行避让。长直线部分的中间也可以进行避让。