热流道是能够在注射成型加工过程中使流道部分加热熔融、实现不排出废料的成形加工的方法。热流道根据其加热和注射方式不同,其结构也多种多样。
主要的热流道的结构与特征如下所示。
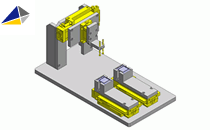
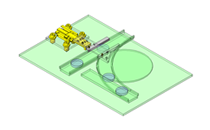
■开式浇口结构
・ 喷嘴温度控制在一定范围。
・ 结构简单、结构件较少。
・ 需要温度控制技巧。
・ 浇口部容易凝固。
・ 容易因树脂造成浇口部的拉丝。
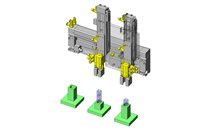
■开关式控制结构
・ 注射时对浇口进行加热,注射结束时对浇口进行散热冷却。
・ 结构比较简单。
・ 温度调节简单。
・ 浇口凝封理想。
・ 需要专用热电偶。
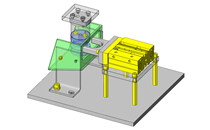
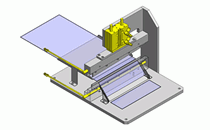
■热边缘浇口结构
・ 浇口部在模具开模时被剪断。
・ 结构比较简单。
・ 浇口不易凝封。
・ 不会发生拉丝。
・ 应用受模具形状的限制。
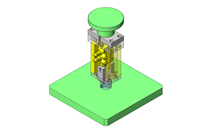
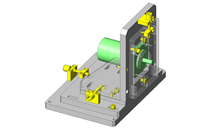
■阀浇口结构
・ 采用阀销强制控制浇口开闭。
・ 浇口凝封采用机械控制,比较可靠。
・ 容易控制成形条件。
・ 需要用于驱动阀销开闭的动力源。
・ 需要进行阀销滑动维护管理。
・ 结构复杂,模具设计需要技巧。
・ 价格较高。