热流道的种类(浇口结构)
热流道的浇口结构如以下图1所示,可分为2类。
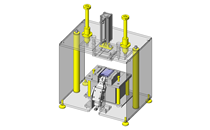
图1.浇口结构
")
1)开放浇口(Hot chip/Thermal gate)
通过喷嘴尖端的形状和温度控制,让浇口周围的树脂固化来控制浇口的开闭。
“开放浇口的特点”
· 浇口品质会受到温度控制的影响
· 浇口结构简单,无活动部分
· 通过材质优化,可用于工程塑料等
2)阀门浇口(机械浇口)
闸门的开闭由阀杆(阀销)动作进行控制。
“阀门浇口的特点”
· 浇口品质取决于阀门驱动力和加工精度(适当的间隙)
· 通过材质优化,可用于工程塑料等
· 也可支持高压成型
· 成型条件范围较宽
开放浇口
1)浇口开闭机构
开放浇口的开闭原理如下图2所示。
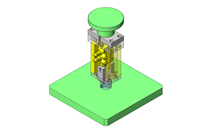
图2.开放浇口的开闭机构
")
Ⅰ. 填充树脂后,浇口周围的树脂因保压冷却而固化,浇口关闭
Ⅱ. 浇口部分因分模而切断
Ⅲ. 浇口处的固化树脂因注射时的树脂压力和剪切发热而重新熔融,浇口打开。
2)浇口品质
使用开放浇口的情况下,通过分模切断浇口时可能会留下浇口痕迹(图2-Ⅱ)。(图3)※通常,浇口痕迹应小于浇口直径的1/3
图3.开放浇口痕迹
")
由于开放浇口的开闭是利用温度控制进行,所以如果控制不当可能会出现以下问题(仅在条件不合适的情况下)。
· 因冷却不足导致拉丝
· 由于歧管残余压力而导致的垂挂
· 由于浇口直径不当等引起的浇口高度
阀门浇口
1)浇口开闭机构
阀门浇口是利用如下所示的机构进行浇口开闭。(图4)
Ⅰ. 阀门以机械方式让阀销回退,从而打开浇口并注入树脂。
Ⅱ. 填充/保压完成后,阀门以机械方式推进阀销并关闭浇口。
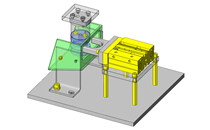
图4.阀门浇口的开闭机构
")
2)浇口品质
因为阀销是机械密封的,所以可获得良好的浇口。
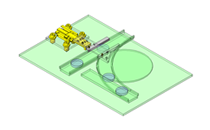
图5.阀门浇口痕迹
")
换句话说,这种先进的热流道技术可以为高质量成型产品的生产做出重大贡献。
· 减少浇口痕迹、实现良好外观
· 可支持高精度的产品尺寸要求