在模具的型腔空间内存在空气。所谓注射成型,是指在型腔空间内填充熔融塑料,换言之,可以说是置换空气与熔融塑料的工序。
因此,如果能高效地将空气从型腔内排至外部,则可降低填充时的阻力,从而可降低填充压力,最终可以降低成形品的残留应力。另外,还可防止因型腔等的填充压力而导致破损。
另一方面,如果能将熔融塑料产生的挥发成分或气体从型腔内部排至外部,则可提高成形品品质。
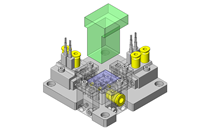
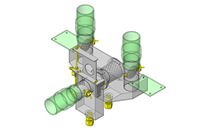
具有类似功能的结构是"排气槽结构"。在分型面上设置排气槽结构的示例如【图1】所示,在型芯侧面上设置的示例如【图2】所示。

排气槽端部的一侧需要与型腔连接。接触部的排气槽深度通常为0.002~0.02mm左右。排气槽较深时,可优化空气及气体的排出效率,但成形品上可能会有毛刺,需要加以注意。根据塑料材质及型腔表面温度等进行选择。
该部分的排气槽长度设为2~5mm左右已足够。
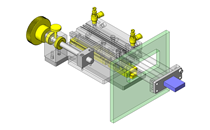
设计要点是排气槽另一侧的端部与更深排气槽连接。深度设计为0.2~0.5mm左右,作为将空气及气体从模板侧面及锁紧座底板排至大气中的通道。
在注射成型过程中,塑料挥发出来的油脂、焦油成分及沉淀物易附着到排气槽上,所以必须定期在2周至1个月左右的时间内进行1次排气槽清洗。
排气槽的位置设置在焊接位置附近、最终填充部位以及流道的中间等。经过一次试模以后再确定详细设置位置的方法较具实践性。