通常,型腔、型芯是固定在模座的模板或背板上,在本期栏目中,为大家介绍具有代表性的固定方法示例。
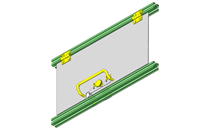
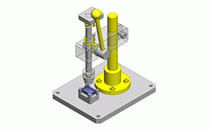
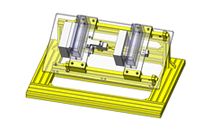
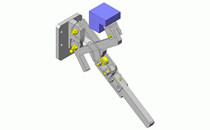
【图1】中是4种固定范例的说明图。

A. 螺栓固定
对于型腔、型芯上有足够空间可用于设置螺孔或螺栓固定孔的大型模具来说,螺栓固定是常用的固定方法。
可利用螺纹实现牢固固定。螺栓固定的方法有两种,一种是从分型面侧进行螺栓固定,另一种是从模板背面进行螺栓固定。需根据情况正确选择螺栓拧紧方向。
螺钉选用常规的米制粗牙螺钉。有时也会选用米制细牙螺钉。
在螺栓固定中,如果型腔、型芯的定位不够精确,则模具上可能会出现错位的风险。根据螺钉的拧紧顺序和螺钉拧紧时的旋转方向,错位可能会达到0.01mm的水平,因此还会同时采用键槽固定等防错位结构。
B. 凸缘固定
凸缘固定是型腔、型芯上没有足够空间设置螺孔或螺栓固定孔时使用的方法。
常用的凸缘包括双侧凸缘与单侧凸缘2种。
凸缘的伸出量约为1~2mm,凸缘高度在3~10mm左右的范围内,根据型腔、型芯的大小选择。
在现场术语中,凸缘有时被称为“袴”。
C. 键槽固定
当难以采用凸缘或螺栓固定,且需要固定大量零部件时,多会采用键槽固定的方法。
键槽的形状,包括“U 形”、直线键槽和圆形键槽等不同种类。
必须考虑键槽的配合尺寸。
对于一模多腔的模具,对每个键分别标记编号以确保可再现性也很重要。
D. 压入
压入是常用于大型模具的固定方法。通过机械加工手段加工型腔、型芯的外径尺寸,并用塑料锤等压入,从而以“紧配合”方式嵌入到分型面侧雕刻的袋形沉孔中。
如果采用这种方法,则维修时型腔、型芯很难拆卸,因此也可以预先在袋形沉孔底部设置拆卸用的敲击孔。