冲裁加工是指如【图1】所示的轮廓形状加工。该轮廓形状有时候直接成为制件、有时候作为弯曲加工或拉深加工的落料。在冲裁加工中通常制件通过凹模落下。这种结构的模具被称为“冲裁模”。
冲裁模的构造(1)")
冲裁模的凸模和凹模根据制件形状制作。凸模比凹模小,尺寸差与冲裁间隙相当。
加工材料后,冲裁废料粘附在凸模上。卸料板这一部件就是用于将这些冲裁废料从凸模上清理下来的。卸料板只需将冲裁废料从凸模上清理下来,所以即使固定于模板侧也不会有什么问题。这种形式的卸料板被称为“固定式卸料板”。
由于是采用了固定式卸料板的冲裁模,所以被称为固定式卸料板结构冲裁模。
由于材料通过固定式卸料板和模板之间,应设计适当的间隙。虽然没有规定,但大致标准为材料板厚的5~10倍。此外,还在该间隙部分进行材料宽度方向的导向。
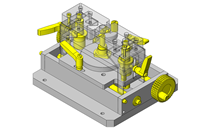
【图2】表示的是将凸模嵌入凸模固定板的形式,但当凸模截面较大时,也可将凸模直接安装在上模座上。相反,当凸模较小、冲裁材料较厚时,有时候也在凸模固定板与上模座之间设置凸模垫板。即使是基本结构也有几种变化。
冲裁模的构造(1)")