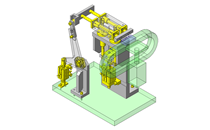
特殊形式的冲裁加工。如【图1】所示,从下向上进行加工。
冲裁模的构造(3)")
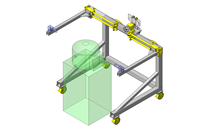
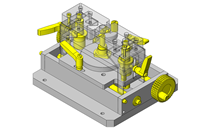
其模具的构造如【图2】所示。
冲裁模的构造(3)")
进行冲裁加工时制件多少会发生弯曲。这是由于伴随加工的作用力的原因而难以避免的现象,但大家都希望获得平坦的制件。作为解决对策,发明了这种反装构造。
反装构造的特征是凸模为下模、凹模为上模。冲落下的制件进入凹模中。需要排出凹模中的制件。实现这一功能的部件是顶出装置。顶出装置通过顶出杆与冲压机连接。
加工与顶出装置的动作关系如下。在冲压机的下死点附近,材料被冲裁,制件进入凹模中。保持上升直至上死点附近,通过冲压机的顶出部件(称为顶出杆或簪子)敲击模具的顶出杆,推压连接的顶出装置,使制件从凹模中排出(推出)。排出的制件通常用压缩空气吹走。
之所以采用这种构造来制作平坦的制件,是因为可通过顶出装置挤压材料使加工时产生的弯曲减小或压入复位。在【图2】的构造中,仅在凹模中设有顶出装置,因此作为弯曲对策的效果较小。积极的办法是在顶出装置的后方设置弹簧,通过顶出装置强力挤压材料。在这种情况下,由于可借助弹簧的力量来推出凹模中的制件,所以即使没有模具的顶出杆也可以。制件被压回至废料中。从废料中取出制件,进行回收。
这种将冲裁下的部分再次压入材料中以移动制件的方法被称为“回推法”。
在顶出装置的后方设置弹簧来挤压材料的形式,由于是从凸模的行进方向的反方向挤压材料,因此被称为材料反压(也经常简称为反压)。反压不仅指反装模具,采用凸模在上、凹模在下(这种形式被称为正装)的构造时与凸模行进方向反向的挤压也属于反压。