切断加工是不产生废料的剪切、分离加工方法。采用这种方法时,材料的利用率(出成率)可提至最高。
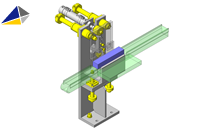
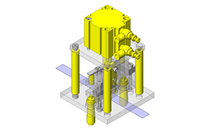
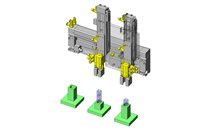
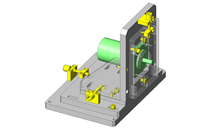
切断模的基本构造如【图1】所示。材料通过固定式卸料板的隧道部分,在顶住一端的状态下被切断。加工示意图如【图2】所示。
切断模")
切断后的左右部分的毛刺方向相反,直接残留在制件上(参照【图2】)。这是第一个问题。另一个问题是采用一根直线进行切断的方式。凹模上的材料因加工时产生的弯曲力矩而弹起,与之相反,被切断部分的材料的前端倒入下方。无法保持平坦状态进行切断,因此切口成为斜向。这是第二个问题。
关于毛刺的方向没有解决对策。
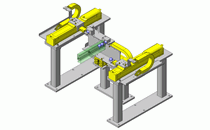
关于切口变为斜向这一问题,可采用与常规相比较小的切断间隙设定。即使减小了间隙,如果加工时凸模因侧向力挤压而移动,则间隙会变大,就没有什么意义了。为了避免凸模移动,需要采用利用支承突出部或支承块来防止凸模移动的对策。
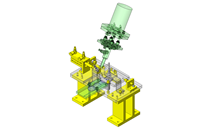
作为防止切断时材料倾斜的积极对策,可在凹模内设置压料装置(反压),利用凸模和反压装置夹紧材料,避免切断时材料倾斜。在凹模内设置反压装置的同时,将卸料板从固定式卸料板变更为可动式卸料板也是一种解决对策。尽管这样会导致成本上升。
虽然切断加工看起来很简单,想实现光洁的加工其实是非常困难的。采用分断加工时是利用一定宽度进行裁切,加工力可保持平衡,而切断加工由于是进行单面裁切,因此加工力不平衡,容易产生问题。需要考虑这一点来进行构造设计。