进行拉深加工时材料因各向异性而产生变形。例如对圆形坯料进行圆形拉深时,凸缘不是圆形的,而是接近于四方形。无凸缘的拉深形状则会产生折皱,边缘出现起皱。“修边”用于对这些形状不整齐的制件进行再次裁切,以获得理想的形状。
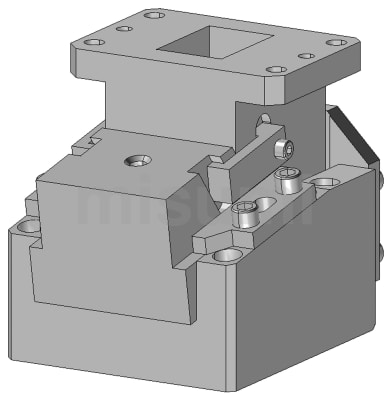
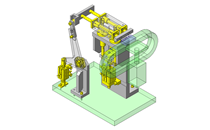
【图1】为代表性的修边模具构造。采用反装构造。制件利用内径进行定位。
拉深模具的构造:拉深修边模")
凸模、凹模间的间隙及刃口形状,保持常规拉深加工的条件。
利用上模凹模进行修边,制件进入上模内。凹模内的制件在当上模上升至上死点附近时被顶出,从凹模排出。【图1】中顶出装置接触拉深底部。凸缘较大的制件在排出时可能会导致凸缘翘曲。对于凸缘较大的制件,应配合拉深直径对顶出装置进行避让,利用凸缘部分进行排出。
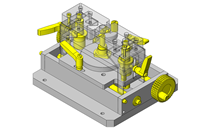
【图2】为无凸缘制件的修边方法之一。称为“紧压修边”。紧压修边在凹模接近制件的凸缘R部位置设置R角。凸模刃口尖锐。间隙采用零间隙或接近零间隙的状态。将制件压入凹模,进行修边。基本上不会在外周形成台阶(如带有间隙则会形成与间隙相当的台阶)。在制件的内侧会残留R角。希望获得光整的切口时,可利用斜楔等进行水平裁切,但模具构造会变得复杂。
拉深模具的构造:拉深修边模")
修边废料呈环状,残留在凹模外周。保持这种状态时无法从模具上清理下来。废料切割装置用于解决这一问题。V形部分接触废料。不断进行加工时,废料被压下来,此时V形部分将废料切断,使其从凸模上脱离。废料切割装置至少要2个,如果制件形状较大,则应增加数量,将废料切成多个部分,以便于进行处理。