通过【图1】“加工内容”对反向后续拉深进行了说明。利用常规的拉深加工制作加工前的形状。如图中加工过程部分所示,使外侧成为内侧,对该形状进行拉深。 加工后的制件的外形是加工前的形状的内侧。通过这种作法使制件材料发生较大移动,拉深应力产生变化,可获得比常规拉深更大的减小比例。
拉深模具的构造:反向后续拉深模")
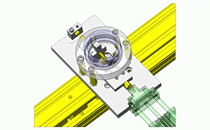
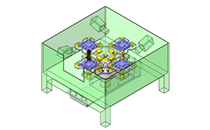
拉深模具的构造如【图2】至【图4】所示。各种构造的共同点是凹模的形状。看起来很脆弱。但是,进行拉深的制件的内径会蒙在凹模的外形上,在拉深过程中制件可起到束紧凹模的作用,形成抵抗拉深加工给凹模带来的向外打开的作用力的阻力,获得平衡,凹模的损坏比预想的要少得多。凹模直径的直杆部分最好短一些。
拉深模具的构造:反向后续拉深模")
拉深模具的构造:反向后续拉深模")
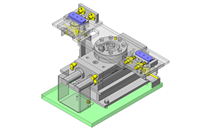
需要根据拉深直径与材料板厚的关系,来确定是否需要卸料板。当材料板厚相对于拉深直径较薄时,采用【图4】的构造。这是为了进行压料以避免材料在U形反转部分出现皱纹。
反向拉深具有以上特征,但很少得到应用。其原因是冲压加工的作业性。这是因为由于受到拉深加工的内容影响,很难用于连续自动送进加工或连续加工(不包括不完全反转、在途中停止的加工)。因此多采用单工序加工,所以被认为作业性较差。