圆形凸模在JIS中被归入S类别的"工具"下的"模具"中。JIS编号为B5009。名称以前叫做"冲压模具用圆形凸模",但现在改称为"冲压模具用带缘凸模"。
以前JIS中只有【图1】中两种形式的标准,但现在(a)图变成两种形式、再加上(b)图的1种形式,总共有三种形式的标准。
圆形凸模(一)")
(a)图的规格之一为:刃口直径从1.0mm到4.0mm之间以0.1mm为间隔、超过该范围则以适当的间隔制订标准,一直规定到24mm。这是圆形凸模最初的标准化规格。由于其使用的自由度较低,现在已从JIS规格中删除。
另一个规格为:对于圆形凸模的轴径,可自由选择某一宽度下的刃口尺寸。MISUMI的肩型凸模即采用这种规格。MISUMI肩型凸模的规格比JIS中的选择还多。
(b)图的标准也规定了所有尺寸,直径从0.1mm到4.9mm之间以0.1mm为间隔制订标准。现在,此标准已从JIS中删除。MISUMI有小型直杆型凸模的规格。
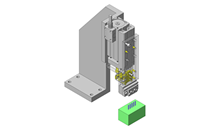
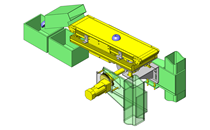
(a)图中凸缘部分的厚度(T)采用正公差。以前为+0.3/0,现在为+0.25/0。凸缘部分采用正公差的理由请见【图2】。
圆形凸模(一)")
如【图2】的(b)所示,在进行凸模配合孔的加工时,要对凸缘部进行沉孔加工,但沉孔加工是精度较差的加工。由于凸模和孔很难做到配合严密,因此组装时务必要使凸模的凸缘部突起,组装好后再将突起部磨平,这是采用这种方法的前提(指定该规格的当时这种组装方法很普遍)。现在这种方式仍然被继续采用。
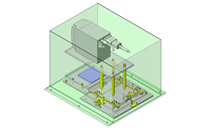
现在JIS中的种类如【图3】所示。
圆形凸模(一)")
以后种类还可能不断增加,并适用于更多的用途。虽然经过了与ISO的整合,但有些种类可能会变得难以使用。譬如凸模全长的长度。
以前的长度规格都是40、50、60的形式,但慢慢地变成了符合基准数的长度,如56、63、71,如50、60、70的形式已经不存在了。现实中的实际状态则使用的是以前的全长长度,可以自由指定长度,非常方便。