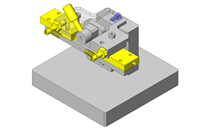
【图1】所示为板料导向块(MISUMI规格中称作“材料导向装置”)的基本要素。
板料导向块")
导向宽度为压住材料宽度的部分。决定导向宽度时应考虑到材料宽度的偏差(公差)。还有一个要素是材料的横向弯曲(曲面)。这与导向块的长度有关。导向块的长度至少要与材料宽度相同,最好能是材料宽度的2倍左右。导向块的作用是在材料最初进入模具时防止材料晃动,每次都能以相同的状态进入模具。决定该条件的,是导向块的宽度和长度。
导向块的高度因产品的加工内容而变化。也就是说,这关系到产品加工时材料的提升量。请根据提升量决定导向块的高度。
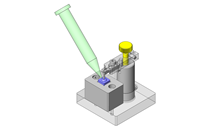
在【图1】所示的状态下,材料很难进入导向块。作为对策,可如【图2】所示,在导向块入口处设置材料引导部位。
板料导向块")
【图2】(a)表示普通的引导部位形状。当材料宽度和壁厚均为容易操作的尺寸时可以采用这种形状。但材料宽度较宽、壁厚较厚、“材料强度较强”时,采用(a)中的形状便难以作业。此时,可以如【图2】(b)中所示,在引导部制造长度差,将材料放置在导向块底板上,通过移动使材料进入导向块宽度,以方便作业。
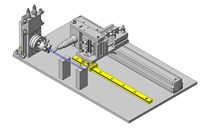
【图3】是使用侧推杆(MISUMI规格称为“板料导向组件”)在一侧将材料压紧,利用材料宽度的误差来限制材料的活动。
板料导向块")
这种方法在通过单边载体进行级进加工时特别有效。多压得过紧,会阻碍材料输送。还需要采取措施(变为点接触等)减少侧推杆相反一侧接触面的接触阻力。
板料导向块大多安装在模架上,与凹模的直线性可能会变差。可以采用图3所示的对策,将“与模具组装的部位”安装在凹模上,便可以很容易地保持直线性。