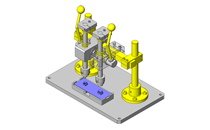
下面以经常使用的固定卸料板结构为例说明冲裁模。
结构如【图1】所示。虽然重复,但可以说是冲裁模的标准结构。
这种结构的缺点就是看不到进行加工的部分。也存在另外一个问题。就是加工时的材料变化。
凹模上的材料因受凸模敲打而产生翘曲。薄板时没有问题,但厚板时会出现问题。
 不同结构的冲裁模")
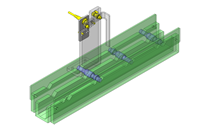
作为看不到加工部分、加工期间材料翘曲等的对策,有时也使用可进行【图2】所示压料的可动式卸料板结构的冲裁模。
这种结构将卸料板配置在凸模侧,因此可看清加工部分。
 不同结构的冲裁模")
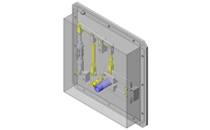
由于构成模具的零件数较多,因此这部分的模具制作费用会提高。有时也用于【图3】所示结构的冲裁模。这种结构称为“倒装结构”。凸模为下模,凹模为上模。如果利用这种结构进行加工,产品则会进入到凹模中,因此需要进行排出。为了达到这一目的,必须在凹模中设置顶出装置。
采用这种结构的理由:要尽可能减小冲裁的翘曲(冲裁弯曲)以及进行回推(将已冲裁的产品返回材料孔中的加工方法)等情况下需要使用。回推时,在顶出装置之后装入弹簧。
 不同结构的冲裁模")