在外形冲切加工中,通过侧刃及进给装置使材料按进给长度(进给间距)逐次移动(进给),进行加工。此时的进给间距的偏差会给制件带来影响。“导正”用于在加工之前对进给误差进行修正。
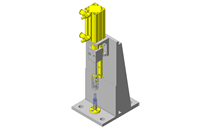
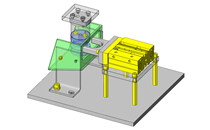
导正通常采用圆孔,将前端尖锐的轴(导正凸模)插入该孔内来修正误差。孔的利用方法分为两种。【图1】所示的直接将制件的孔用于修正的方法被称为直接导正。由于是利用制件的孔,所以不会出现浪费。缺点是用于导正的孔可能发生变形。如果材料是铜、纯铝等软质材料就需要引起注意了。
外形冲切加工(6)导正")
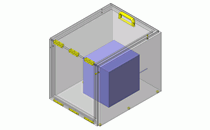
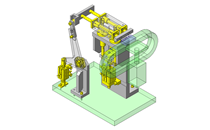
为了避免这样的问题,可在废料部分加工用于导正的特殊孔,如【图2】所示。被称为间接导正。可自由决定导正孔的位置和大小。导正必须在导正用孔完成冲孔后立即插入。如果能够多次连续插入导正,可减轻各凸模所承受的负荷。导正孔孔径与导正凸模直径有一定关系。“导正孔孔径=导正凸模直径”时定位精度最佳,但导正凸模从孔中拔出时会吊起材料。
外形冲切加工(6)导正")
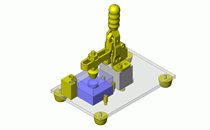
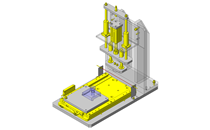
因此,采用如【图3】所示的关系,“导正孔孔径(D)>导正凸模直径(d)”。当材料板厚为1mm时,进行高精度制件加工时直径差选择0.02左右,一般精度制件选择0.04左右。加工材料的板厚越薄则数值越小,越厚则相反,数值应越大。
外形冲切加工(6)导正")
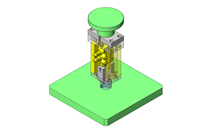
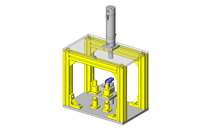
【图4】为导正矫正量示意图。利用导正的前端部分对进给间距误差进行修正。前端部的加工形状包括炮弹形和锥形。导正凸模的直径较大时对矫正量有利,但保持与材料板厚的平衡也非常重要。设板厚为1mm,导正直径为8mm左右时,矫正量的标准为0.3~0.5左右。当矫正量较大时,会加快导正凸模的磨损。
外形冲切加工(6)导正")