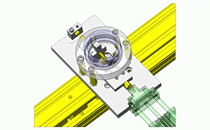
落料冲孔加工是同时加工外形和孔的加工方法。也称组合加工。这种加工被称为“复合加工”。加工时如【图1】所示,外形从下向上进行加工,孔从上向下进行加工。可以看做是外形加工采用反装构造的外形冲裁构造、孔加工采用可动式卸料板构造的模具的组合构造(之前已介绍过制作复合模具构造的方法)。
落料冲孔模的构造")
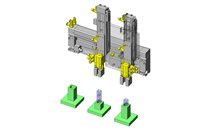
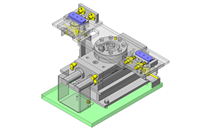
落料冲孔模构造的基本构造如【图2】所示。
落料冲孔模的构造")
落料冲孔加工的特征包括:1)可缩短加工工序。2)孔与外形的位置关系精度基本由模具精度决定,因此制件的精度较好。3)在通过顶出装置和凸模压紧材料的同时进行加工,因此平面度较好。4)孔与外形的毛刺方向相同。
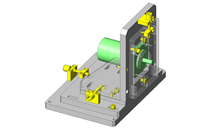
但是,由于构造复杂,所以也有模具制作工时较多的缺点。作为参考,在【表3】中表示了落料冲孔模的分解图。可以看出其构造相当复杂。在该图中,顶出装置和落料冲孔凸模是从复合加工中派生出来的复合零部件。顶出装置具有排出制件和冲孔卸料板的功能。落料冲孔凸模是制件外形冲裁凸模与冲孔凹模的复合体。这两个零件的形状基本上与制件形状相同。因此,如果这两个零件较弱、易破损的话,模具就无法实现功能。在落料冲孔加工中,经加工后的制件从上模的凹模中排出。经常采用在排出后立即利用压缩空气进行气吹(吹卸)、进行制件回收的方法。但是,这种吹卸方法的效率不高,可以说是落料冲孔加工的一个缺点。制件从凹模中的排出由顶出装置完成,当因冲孔凹模的影响而无法采用【图2】的形式时,常采用【图4】所示的构造。也许应该将【图4】视为标准形式。
落料冲孔模的构造")
落料冲孔模的构造")