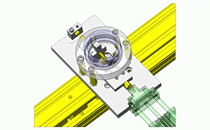
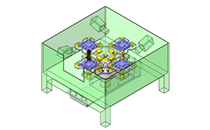
是在带可动式压边圈的落料拉深构造的模具内设置了顶出装置的构造。【图】显示了其构造。
拉深模具的构造:向下拉深首次拉深模")
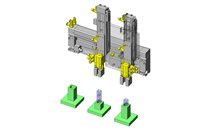
该构造即可用于从坯料拉深带凸缘的圆筒,也可用于拉深无凸缘的圆筒。而且,由于是用凸模和顶出装置夹着材料进行加工,因此拉深底部的平面度较好。顶出装置具有压料和排出凹模中的制件等2种功能。
该构造的缺点是不适于进行较深的拉深加工。因为受到可装入的弹簧的长度的限制。在上模方面,凸模与拉深深度成比例变长。同时,压边用弹簧也必须变长。如果根据弹簧的变形量来决定弹簧长度,有时候所需长度空间比凸模还要长,上模变大,考虑与下模的平衡关系、模具闭合高度等因素,构造很难成立,甚至于无法实现。
这同样也适用于下模的顶出装置的弹簧。
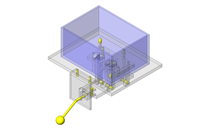
考虑弹簧空间的影响,这种构造经常用于较浅的拉深。
从冲压作业的角度来看这种模具,其作业性不算理想。进行说明的话,材料装入下模的定位装置中。上模下降进行拉深加工。加工得到的制件在被顶出装置和上模的压边圈夹持的状态下自凹模排出,但由于压边圈压紧制件,制件残留在凹模上。需由作业人员取出制件,然后将材料装入模具内。作业人员需要进行将材料插入模具内和从模具内取出制件等两个作业步骤,与仅需将落料拉深材料放入模具内的加工过程相比,其作业效率有所下降。