在冲压加工制件中,最多的形状是弯曲制件。下面对弯曲制件的加工的基本构造进行解说。
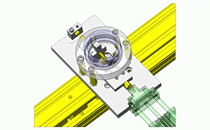
(1)冲弯(V形弯曲)
是用凸模冲压由2个支点支承的材料以制作形状的构造。请参照【图1】。是最简单的弯曲构造。弯曲角度随凸模的压入状况而变化。这种形式的弯曲方法被称为“自由弯曲”。采用自由弯曲时凹模不需要制成如【图1】所示的V字形状。如【图1】所示的将凸模、凹模的形状制成欲加工的形状,通过在其间挤压材料,复制凸模、凹模的形状,以获得目标形状的加工方法被称为“冲弯”。这种加工方法的代表性形状为V形弯曲,因此通常被称作V形弯曲加工。
弯曲模构造基础")
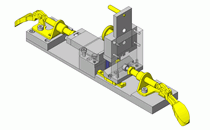
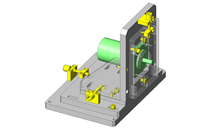
(2)压弯(L形弯曲)
如【图2】所示的加工方法。利用压料装置对凹模上的材料进行压紧以防止偏移,进行弯曲。其特征是压料装置与凸模从同一方向动作。由于在加工过程中材料会被拉向凸模方向,因此需要足够的压料面积和压料力。
弯曲模构造基础")
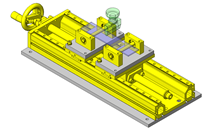
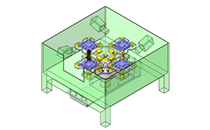
(3)反压弯曲(U形弯曲)
如【图3】所示的加工方法。是在凹模中设置反压装置,通过凸模和反压装置对材料进行挤压加工的方法。由于是对材料的两端进行弯曲,所以不需要过于在意类似L形弯曲那样的材料被拉动现象。
弯曲模构造基础")
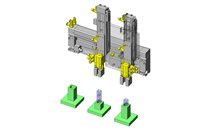
上述3种方法是弯曲的基础构造形式。还经常采用与【图1】、【图2】、【图3】所示弯曲方向相反的方向进行弯曲。通过灵活应用这些基础形式来实现各种各样的弯曲制件形状的弯曲方法。