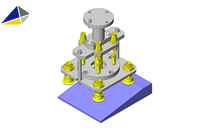
(1)侧向力(F)
侧向力如【图1】所示,是指在垂直于加工力的方向上产生的力。材料的残留宽度较小时,如受侧向力按压,则会产生变形。
冲裁的侧向力与废料清除力")
对凸模的影响体现在横向按压时,间隙会产生变化,从而导致冲裁状态发生变化。
凹模时,如果刃口部较弱,也可能会导致损坏。
侧向力的增加与冲裁行程成正比。也会因冲裁间隙的大小而异。侧向力如下进行表示。
F=Kf・P(Kgf) |
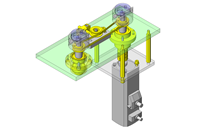
【图2】所示为间隙为3%时的侧向力的系数(Kf)。
软钢板时,有时也会超过冲裁力的30%,需要注意。
冲裁的侧向力与废料清除力")
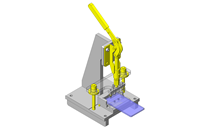
(2)废料清除力(Ps)
也称为卸料力。是指对嵌入凸模中的材料进行剥离时所需的力(请参阅【图3】)。
冲裁的侧向力与废料清除力")
以与冲裁力(P)的比表示如下。
Ps=Ks・P(Kgf) |
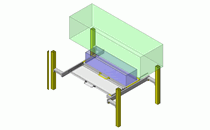
废料清除力(Ks)在0.03〜0.08之间变化。废料清除力会因间隙而发生较大变化。间隙越小,变化越大,间隙为20%左右时,变化最小。
模具为可动式卸料板结构时,需要利用该废料清除力确定卸料强度。利用可动式卸料板进行压料并求出平面度时,上述Ks的大小并不充分,应利用更大的Ks。此时的Ks值取0.1〜1.0左右。经常使用的Ks在0.1〜0.3左右。