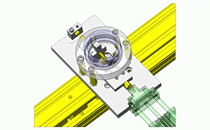
拉深用模具的重要部件包括凸模、凹模及压边圈。在从坯料拉深加工无凸缘的圆筒形状时,可使用如【图1】所示的拉深下出料构造模具。将加工材料放置在定位板上,利用凸模对该材料进行拉深后,使制件通过凹模落至下方。模具构造简单,制作方便,冲压作业效率高。缺点是底部发生弯曲,不易保证平面度。
拉深模具的构造:拉深下出料首次拉深模")
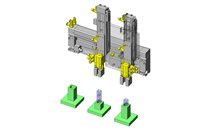
圆筒拉深时使用压边圈,其用途是防止材料因拉深加工过程中向坯料周围方向的压缩而发生纵弯曲、起皱。起皱可通过坯料的直径除以材料板厚所得数值(以%表示。称之为相对板厚)来掌握大致情况。当拉深系数(m)为0.6左右、相对板厚大于3时,即使没有压边圈也可进行拉深。模具构造可采用如【图2】所示的更简单的构造。
拉深模具的构造:拉深下出料首次拉深模")
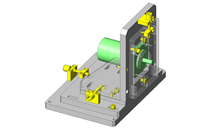
压边圈的用途是抑制材料的纵弯曲。由于只要间隙可保证拉深加工材料能够移动而且不起皱即可,因此也有些模具构造采用如【图3】所示的固定式卸料板。
拉深模具的构造:拉深下出料首次拉深模")
与使用弹簧的【图1】构造相比,这种构造更容易制作,但难以进行手工冲压作业。在进行手工作业时,用于少量生产简易模具。在用于大批量生产时,适于使用料片押片装置(利用往复运动板状部件将层叠的坯料逐片推出、插入模具内进行自动加工的送料装置)等进行自动加工的构造。由于固定压边圈受力相当大,如果压边圈较薄,有时候会产生翘曲。应采用稍厚的设计结构。
通常采用可动式压边圈,但根据条件不同,有时候即使没有也可以。不能简单决定模具构造,应考虑加工条件、冲压作业方法等来确定模具构造。