冲孔模的可动式卸料板设计")
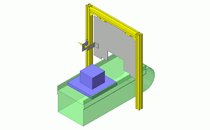
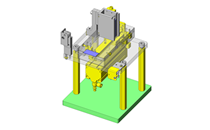
在【图1】所示的冲孔模上,将坯料放在凹模上进行孔加工。
要保持产品(坯料)的平面度时,大家都会想到在按住坯料的同时进行加工。这里所示的模具结构就是利用这种构想制成的。这称为可动式卸料板结构。
起到通过凸模剥离材料作用的卸料板始终位于凹模的上面,由于凸模通过卸料板中,因此最适合于对坯料进行按压。
为了使卸料板可动,利用卸料螺栓将卸料板保持在一定的位置上。保持位置通常为卸料板面位于凸模前端下面1mm左右的地方。
卸料板按压材料的强度由弹簧决定。在卸料板之后装入弹簧。此时,弹簧会稍稍被压缩。压缩产生的弹簧的强度称为“初始压力”。初始压力为冲孔力的15%以上(如果仅通过凸模剥离材料,为冲裁力的3%以上即可)。首先以一定的加压力按压材料,以免随冲孔加工而产生变形。这就是初始压力的作用。
冲孔模的可动式卸料板设计")
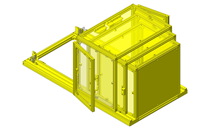
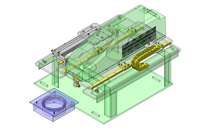
请观察【图2】。以板嵌套进行坯料定位时,应根据嵌套形状将卸料板面切削为凸形。
形状加工多使用立铣刀。为了易于进行加工,将卸料板设计为凸形或嵌套形状。
称为凸起外周凸缘的部分会因卸料板的凸起加工而变薄。如果太薄,则会影响卸料板的强度。请在考虑平衡的基础上确定厚度。
【图2】(C)中示为避让的部分就是来到模具之前的部分。通过附加避让,可确保安全、放心地进行作业。