凸模/凹模
产品介绍
冲压模具或成型模具的核心工作零件。凸模为冲头,凹模为下模,二者配合对金属或非金属板材施加强大压力,使其产生分离或塑性变形,从而获得精密的目标零件。

品牌优选




常见问题
凸模T-APJAL和AT-APJAL有什么区别?
D尺寸的公差数值不一样,T-APJAL公差为m5,即+0.005~+0.017,AT-APJAL公差为0~+0.005
AP-Z和Z15GD55-B有什么区别?
一个是保护罩一个是开关,参考链接https://cn.c.misumi.com.cn/book/sh2_2022_msm_press_01/digitalcatalog.html?page_num=655
MISUMI品牌的粉末高速钢凸模,具体是什么牌号的?
牌号均为SKH40。
顶料销LJ5-100-50为何无法指定100长度的?
这个顶料销是放在冲头里的,要超出冲头端面才行,头部凸起那里的尺寸决定了只能指定后缀是1.5尺寸的,比如LJ5-101.5-50。
顶针AH-WJAS16-50-P15.79-LKC-TKC有MISUMI LOGO么?
带MISUMI LOGO的。
通电式误送料检测部件怎么接线?
首先被加工板材要是导电体,在模具接地时,将通电开关的引线接入误送料检出控制器。这种情况下当送料不准时,形成闭合回路,输出电信号。
资料下载


技术文章
α处理®(新表面处理技术) 应用于镶入式圆形凹模和凸
 2023.01.31 15:30:49
2023.01.31 15:30:49
 4524
4524
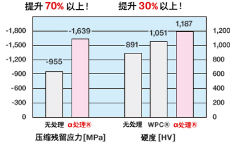
商品开发经过米思米响应时代的变化,对凸模应用各种表面处理和涂层工艺,从而实现工具的长寿命化。 另一方面,由于镶入式圆形凹模的表面处理产品尚未实现标准化,许多客户无法减少维修工时,或是只能在购买后自行进行表面处理。近年来,为了改善这一点,要求将镶入式圆形凹模表面处理产品标准化的呼声日益高涨。此外,随着凸模不断趋向于高强度、高精度,需要通过表面处理来提高凸模的润滑性,从而有助于提高耐磨性和产品质量。 我们还将通过采用新的表面处理技术来延长各种标准件的使用寿命,为实现可持续发展目标做出贡献。 α处理® ~让模具部件进一步金华的全新表面处理技术~α处理®是日本引以为豪的新型表面处理技术,其原理是通过超微粒子喷丸处理使工件表面纳米结晶化(表面改性),从而赋予其各种机械性能。 与传统的喷丸处理以及WPC®处理、涂层处理相比,具有诸多优越性。将其应用于模具零部件,可以解决传统表面处理技术所无法实现的众多问题,发挥出巨大的效果。 优点1)提升耐磨损性纳米结晶化减小了工件表面的晶粒直径,从而提升了强度,能够在不牺牲韧性的情况下提高表面硬度【表1】。此外,通过将α处理®的专用介质高速喷射到工件上,在表面附近提供较大的压缩残留应力并实现了硬度提升。这一表面处理工艺适用于凸模和镶入式圆形凹模的切削刃及侧面、内面,以及防切屑上升槽等可能会发生早期磨损的模具部件【图1】。【表1】利用α处理®提升机械特性(等效于SKD11) 【图1】减轻防切屑上升槽的磨损2)维持尺寸及形状α处理®的最大优点在于,能够在确保模具零部件的当前尺寸及边缘部位形状基本上不发生变化的情况下予以强化【图2】。以往的表面处理会引发切削刃下垂或脱碳、因涂层厚度导致尺寸发生变化等问题,即使实现了模具零部件的强化,也会导致最终产品切断面减小以及分出现毛刺等情况。而α处理®有助于解决这些问题。【图2】边缘部位状态(等效于SKD11)3)提升滑动性微粒喷丸强化会在工件表面形成称为微观纹理的细微凹凸的集合体。尤其是α处理®与以往的微粒子喷丸处理(WPC®处理等)相比,可形成更加精细的微观纹理,从而实现更高的滑动性【图4】。可以提高涂层膜的附着力,防止工件粘连、防止因摩擦而粘连。此外,由于微观纹理能够改善油保持性,因此在使用润滑油的环境中,可以通过进一步改善滑动性以及减少润滑油用量,为降低环境负荷做出贡献。【图3】喷丸处理示意图【图4】工件表面状态(等效于SKD11) 客户应用业绩下面介绍已经应用了这一工艺的客户的实际使用业绩。铸模客户(镶入式圆形凹模)―冲裁条件― 工件:780MPa高张力材料 板厚:2.9mm 冲裁形状:Φ32.6mm 间隙:15%~20% 【图5】 刃口磨损状况而以往使用经过表面处理的友商竞品,经过约30,000次冲裁后就需要对刃口进行重新研磨。此次使用进行过α处理®的米思米镶入式圆形凹模(等效于SKD11),在75,000次冲裁时,依然没有出现明显的崩刃,产品的折边高度也在允许范围内,因而判定可继续使用。钢材模具客户(镶入式圆形凹模)―冲裁条件― 工件:780MPa高张力材料 板厚:4.5mm 冲裁速度:48spm 冲裁形状:Φ25.35mm 间隙:15%【表2】产品折边高度的变化以前使用了米思米的防切屑上升型标准镶入式圆形凹模(等效于SKD11),经过大约60,000~70,000次冲裁后,产品的折边高度会超过允许值,从而需要进行定期更换。通过使用进行过α处理®的镶入式圆形凹模(等效SKD11)时,在180,000次冲裁时,依然没有出现明显的崩刃。210,000次冲裁时,虽然出现细微的崩刃,但是最终产品的折边高度依然在允许范围内。而且也不会发生切屑上升的情况。钢材模具客户(凸模)―冲裁条件― 工件:钢材(镀锌) 板厚:1.2mm 冲裁速度:37spm 冲裁形状:Φ8.95mm 间隙:8.3%【图6】 刃口磨损状态 无处理产品此前是使用米思米的带定位孔定位销孔顶料型凸模(SJAL-C10)(等效SKD11),在大约60,000次冲裁后,凸模边缘和侧面的磨损变得很严重,因此需要定期更换凸模。而通过使用进行过α处理®的凸模(等效SKD11)时,在130,000次冲裁时,依然没有出现明显的崩刃、侧面磨损。目前仍在继续用于冲裁加工。 α处理产品对其他难加工材料的成果(镶入式圆形凹模,等效SKD11)材质抗拉强度板厚镶入式圆形凹模 孔径(P)间隙以往的更换 前冲裁次数课题与α处理®的成果钢材 (镀锌)270MPa1.2mmΦ8.95mm8.3%约6万次 冲裁镀锌冲裁导致镶入式圆形凹模刃口快速磨损是一个重要课题。通过使用α处理®产品,在182,000次冲裁时依然没有显著的刃口磨损,且产品折边高度在允许值范围内。继续冲裁中。钢材270MPa0.5mmΦ3.1mm10%约8万次 冲裁小直径孔冲裁导致镶入式圆形凹模刃口快速磨损是一个重要课题。通过使用α处理®产品,在240,000次冲裁时依然没有观察到刃口磨损,且产品折边高度在允许值范围内。继续冲裁中。





第121讲 落料冲裁模的设计(二)落料冲裁加工的凸模
2023.01.16 16:06:26
3310
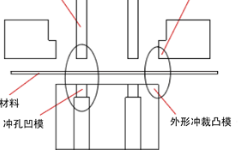
进行落料冲裁加工时,如【图1】所示,外形冲裁是从下向上冲裁。孔则相反,是从上向下冲裁。这样,冲孔的废料向下掉落。产品(外形冲裁)则进入到位于上模的凹模中。进行类似于落料冲裁的复合加工时,如果向上方排出废料,处理起来则会非常辛苦,因此通常会设定为向下掉落的形态。但需要将进入到凹模中的产品排到模具外面。这就是落料冲裁加工的问题。 【图2】所示为外形冲裁与冲孔凸模/凹模的关系。。椭圆围起的部分表示各自的关系部位。外形冲裁凸模的大小与产品相同。外形冲裁凸模配置在下面,凹模配置在上面。凹模的内侧带有冲孔凸模。冲孔凹模被制作在外形冲裁凹模中。这种类似于外形冲裁凸模的零件称为复合零件。 外形是从下向上冲裁。此时凸模面的翘曲消失并向上膨胀,但由于冲孔凸模起到从上面按压的作用,因此实际上控制了翘曲的发生。 这里所示的零件为落料冲裁模的一次性功能零件。其中附加了用于将进入到卸料板或凹模中的产品排出的顶出装置等零件,构成了模具的形态。

厚板冲裁用方形凸模
2023.01.31 10:51:07
1729
什么是厚板冲裁用方形凸模在冲裁厚板和高强度钢板(高张力钢)时,除了出现刃口磨损断裂、崩刃等情况外,有时还会出现凸缘部位破损的情况。这主要是由于凸缘部位产生的应力集中和拉伸冲击力所致。米思米的厚板冲裁用方形凸模,旨在通过改变凸缘部分的形状并进行退火处理,减少施加在凸缘部位的应力和冲击力。 关于凸缘部位破损的原因1.应力集中〔图1〕凸模在冲裁时会承受较大的压缩力,由于从柄部到凸缘的形状突然发生变化,所以会发生应力集中。 因此,取决于切削刃外形和刀柄外形之间的平衡,凸缘可能会承受比切削刃更大的应力,进而导致破损。〔图1〕应力集中状况2. 弹性波引起的拉伸力〔图2〕凸模在冲裁时会承受很大的压缩力,但据说在材料被冲裁(击穿)的瞬间,压缩力突然释放,反而会产生很大的拉伸冲击力。1)、2)在某些情况下,这种拉伸冲击力与冲裁载荷一样大,从而会导致凸缘部分损坏。 〔图2〕拉伸力发生状况 优点1. 凸缘部位厚度厚度扩大到10mm、12mm,以防止因冲裁拉伸引起的剪切破坏。· 标准方形凸模:5mm· 厚板冲裁用方形凸模:10mm· 厚板冲裁用方形凸模-凸缘厚度12mm- 2. 凸缘部位的首下R为了缓和应力集中,扩大了首下部位的R值。· 标准方形凸模:R0.3mm以下· 厚板冲裁用方形凸模:R 0.8~1.0mm· 厚板冲裁用方形凸模-凸缘厚度12mm-:R1.7~2.0 3. 凸缘部位上面锥度部位〔参阅图3、4〕凸缘部位上面的锥形能够减轻发生错位时弯曲力矩所导致的破坏性影响。〔图3〕凸缘部位的锥形形状 〔图4〕弯曲力矩发生状况 4. 凸缘部位退火处理〔参阅图5〕厚板冲裁用方形凸模-凸缘厚度12mm-对凸缘部分做了退火处理,从而强化其韧性。〔图5〕处理范围 凸缘部位的强度〔参阅图6〕凸缘厚度12mm型的强度达到凸缘厚度10mm型的1.7~2.1倍左右。 根据加压破坏试验中的试验强度对比,可确认12mm型的强度达到以往型号的1.7~2.1倍。因此,这一凸模适用于冲裁应力集中、拉伸冲击大,抗拉力达到980MPa[100kgf/mm2]以上、且厚度达到3mm以上的高张力钢板以及弹簧钢、淬火钢等。〔图6〕厚板冲裁用方形凸模的破坏强度 推荐商品方形凸模(厚板冲裁用) -凸缘厚10mm型・涂层TiCN处理-方形凸模(厚板冲裁用) -凸缘厚10mm型・HW镀层处理米思米米思米