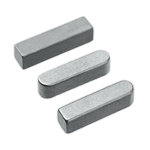
键
产品介绍
用于连接轴与轴上零件(如齿轮、皮带轮)并共同旋转以传递扭矩的机械零件。分为平键、斜键等,通过键侧面的挤压来传递转矩,是轴类运动传动中的关键定位件。
品牌优选











 精机制作所(SEIKI SEISAKUSYO) [日本]
精机制作所(SEIKI SEISAKUSYO) [日本]
代表商品







 精机制作所(SEIKI SEISAKUSYO) [日本]
精机制作所(SEIKI SEISAKUSYO) [日本]
代表商品
实用案例
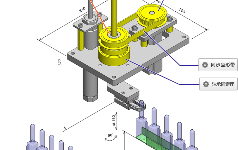
No.000032使用了滚珠花键的升降旋转机构
 2020.03.25 19:20:25
2020.03.25 19:20:25
 20853
20853
本案例"使用了滚珠花键的升降旋转机构",使用滚珠花键,可减小尺寸。通过导向轴并通过轴承支承滚珠花键,通过键进行定位后,可进行平滑的旋转运动。根据需要,安装上下移动、旋转用传感器。目的・动作· 将从上一道工序接收的工作旋转90度并使其降低,转移到下一道工序。 设计要点,尺寸规格等更多案例信息,请点击进入案例详情





常见问题
KEG、KESH 系列的平键产品, 三种材质的硬度是多少?
KESH淬火型的这个的硬度是25~30HRC,其他的两种则硬度较低,硬度为材质本身硬度。
平行键型号RM-14X9X70热处理后的抗压强度是多少?
RM-14X9X70型号产品没有经过热处理(网页信息错误),所以没有强度这个概念。无法提供强度信息。推荐R14070,材质S50C,抗拉强度630MPa。
平键长度的公差标准是什么?
严格按照h12公差管理。具体如下:L=3以下:(0,-0.1);L=3~6:(0,-0.12);L=6~10:(0,-0.15);L10~18:(0,-0.18);L18~30:(0,-0.21);L30~50:(0,-0.15);L50~80...
平键两种材质(S45C,SUS316)的抗拉强度是多少?
S45C,SUS316两种材质平键的抗拉强度都是600N以上。
高岛品牌S45C平键的硬度是多少?
米思米平台销售的高岛S45C平键的硬度控制在HRC14~27。HRC30以上需要订制。
资料下载
3分钟速成!金属加工
在机械制造领域,金属与塑料同为最为常用的材料。有许多机械部件是由金属加工制造而成。在本篇文章中,将对金属加工的种类、产品案例、以及加工方法的选用要点等进行讲解。
技术文章
免键轴衬的产品特点和使用注意事项
2022.11.30 11:45:02
3640
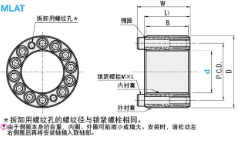
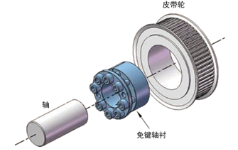
产品概述概况 只需紧固螺栓,即可简单、牢固固定轴和联轴部(带轮、链轮、齿轮等)的摩擦联接件。 将螺栓的紧固力通过锥面转换为对内径侧与外径侧的表面压力,固定联轴部和轴。产品特点特长①无需键槽加工,圆轴、圆孔可直接使用。②仅用螺栓联接,可轻松进行安装拆卸。③可在组装的同时在任意位置进行对位。④使用键时键槽会产生松动,但免键轴衬不会产生间隙,因此适用于反复正转、逆转的场所。尺寸图外形尺寸图(单位:mm)使用案例 ①涂抹润滑剂 请擦拭轴表面的脏污,并涂抹一层润滑油或润滑脂。 ※请勿使用含有钼类减磨剂的润滑油或润滑脂。 ②定位 临时组装免键轴衬与联轴部,并将其插入轴中进行定位。 ③拧紧螺栓 请利用扭矩扳手,按对角线顺序紧固锁紧螺栓。 首先轻轻地(按规定紧固扭矩的1/2)紧固螺栓,然后按规定的紧固扭矩进行紧固。④紧固螺栓 最后用规定的紧固扭矩按圆周方向依次进行紧固。 ①拆卸螺栓 请在圆周方向上按顺序松动锁紧螺栓。 ②拆卸免键轴衬 请将螺栓插入拆卸螺纹孔中,并均匀地拧入。①免键轴衬的内衬套(主体)和外衬套(环、侧圈)在运输过程中稍有振动,其锥面部分就可能相互楔合。 安装时请先拧松螺栓、螺帽,分解主体,解除锥面的楔合后再进行组装。 ②如在安装至轮孔或插入轴之前紧固螺栓,会导致免键轴衬变形而无法使用。 ③锁紧螺栓请务必使用附件螺栓。米思米提供的免键轴承种类丰富,选择多样且便利。 相关产品免键高扭矩同步带轮 特长 不需要键槽等轴加工。 由于不需要轴加工,因此不会降低轴的强度。 易于进行定位。免键链轮 特长 键槽中齿的位置与键的位置是固定的,但使用免键链 轮即可自由调整齿的位置,简便地进行对位。使用方法步骤① 确认轴的外径・轮孔部内径请根据配合使用的轴外径、轮孔部内径选择合适的免键轴衬。 ・轴外径 ds=免键衬套内径 d ・轮体内径 Dh=免键衬套外径 D此外,轴和轮孔的安装面公差和表面粗糙度请务必遵照下列规格。否则会导致无法安装。 步骤② 确认安装空间组装免键轴衬时请使用扭矩扳手。请在考虑组装空间的基础上权衡使用。 步骤③ 确认材质・表面处理米思米的免键轴衬可选择材质和表面处理。潮湿、结露等水分较多的场所推荐使用无电解镀镍或不锈钢。提供的材质和表面处理因产品系列而异,敬请注意。 步骤④ 确认免键轴衬的容许输入负请计算施加在免键轴衬上的扭矩和负载,确认是否低于各产品系列所设的容许值。 ・免键衬套输入扭矩值<免键衬套容许最大扭矩 ・施加在免键轴衬上的轴向负载<免键轴衬容许轴向负载注意 轴或轮孔带有键槽时,槽宽如果在JIS规格范围内即可以使用,但容许扭矩、容许轴向负载将减小15~20%。 步骤⑤ 确认轴、轮孔的刚性 ・轴 请确认所用轴材料的屈服应力,并选择各产品系列所设轮孔侧面压力×1.2以上的材质。 ・轮孔 请确认所用轮孔材料的屈服应力,并选择各产品系列所设轮孔侧面压力×1.2以上的材质。此外,针对代表性材质已计算出了联轴部的最小外径,请参照各产品系列的轮孔最小外径表。
了解设备设计的关键 “机加工”!
2022.12.27 09:52:47
1966
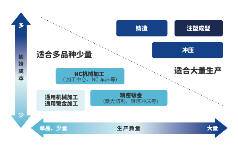
什么是与小批量产品相匹配的加工件?加工件对于机械和生产设备的设计者来说是一个非常重要的因素。不仅与整体上的功能和性能相关,还与成本有很大关系。大家在为FA设备等小批量产品设计零件时,是否在设计时考虑了制造工序?对于大量生产的产品而言,虽然单个产品的成本降低,但模具成本等初始成本巨大。另一方面,FA设备是小批量生产,因此需要选择初始成本低的生产方式。适合小批量生产的制造方法例如包括以机加工为代表的机加工、激光切割等钣金加工、焊接等。尤其是FA设备上的装置零件,多采用以下加工方法。机加工机械零件、有强度、刚度和精度要求的零件、制罐加工品的二次加工钣金加工盖、壳体等薄板零件、几乎不要求强度、刚度和精度的零件焊接加工由角材与管材等组合而成的制罐加工零件(框架、骨架等)首先,聚焦主要的机加工。 机械零件制作的有力伙伴!机加工虽然简单来说都叫机加工,但却有各种方法。机加工基本上是从基材上去除不需要的部分以实现所需形状的加工。这种加工也称为去除加工。主要的机加工方法如下。铣削类(机加工)是通过固定材料并使旋转刀具与之切削来去除不需要的部分的加工。也叫机加工,可以说是机加工的主角之一。刀具称为立铣刀,根据用途来选择和使用不同的形状、尺寸。它是一种通用性很高的加工方法,例如钻孔、切削表面和加工凹槽。 主要的机械设备:通用铣床、数控铣床、加工中心、五面加工中心数控铣床加工中心※加工机照片为笔者和相关人员拍摄的 车床类(车削加工)它是将材料(主要是圆形材料)旋转,然后将刀具推压在其上以去除不需要的部分的加工。也叫车削加工,可以说是机加工的另一个主角。与固定材料并将旋转的刀具与其接触的机加工不同,车削加工是使材料旋转,并将被称为切削刀的刀具与接触。因此能够进行车削加工的形状一定是同轴圆柱或圆筒形状。与机加工相比,其特点在于能够快速、整齐地加工同轴形状。常用于加工高精度的圆柱和圆筒形状,例如轴、杆等。另外,叶轮等在车削加工后换到加工中心上再进行机加工的情况也是常见的加工工艺。 主要机械设备:通用车床、数控车床、复合车床、车削中心、自动车床 通用车床数控车床 放电类这是将通电的电极(由铜或石墨制成)或电线靠近材料以产生电弧放电从而熔化、去除材料的加工。其具有无论材料有多坚硬只要是导电的材料都能够加工的优点,例如也可以加工使用铣床无法实现的清角、清底的加工。有用线电极去除轮廓的电火花线切割加工、能够通过接触对称形状的电极实现各种形状的电火花成型加工等。电火花成型加工多用于模具制作等。 主要机械设备:电火花线切割加工机、电火花成型加工机电火花线切割加工机电火花成型加工机 磨削类是通过接触旋转的磨石,对材料表面进行精密精加工的加工。用于需要精密精加工的部位,例如零件之间的接合面等。除了加工精密平面外,还有精加工圆柱形状的外侧和孔的内径的磨削加工。主要机械设备:平面磨床、外圆磨床、坐标磨床、珩磨机平面磨床首先,我们来解释一下铣削式切削工艺,它也是机加工中的主角。这种加工方法适用于加工底板和外壳等板状和块状零件。可以说是FA设备等的加工零件的主要加工方法。 让我们构建一个对机加工现场的印象!机加工是将材料固定在设备的工作台上,然后将高速旋转的刀具(立铣刀)抵靠在材料上以切削掉不需要的部分的加工。主要是能够切削表面、切削轮廓、开孔、开槽、切削出曲面。并且因为它是一种非常通用的加工方法,所以能够通过更换适合每种加工方法的刀具进行加工。由加工者手动更换刀具并手动操作的是通用铣床,而能够对被操作的部分进行数控控制(Numerical Control:数控)的是数控铣床。数控是指能根据程序自动旋转和移动主轴、移动工作台的功能。此外,配备有ATC(Automatic Tool Changer:自动换刀装置)的称为加工中心。由于加工时会自动更换多个刀具,因此只要组装上材料启动程序,就能对材料一次实施各种加工。下图是目前主流的通用加工中心的构成。加工中心的构成(森精机:NV4000的情况下)将材料(主要是块料)放在工作台上,固定好,安装刀具,设置材料原点,然后输入加工程序。之后,主轴和工作台按照程序,通过进行机加工,实现所需的产品形状。加工用程序称为 NC 程序。过去的方法似乎是在纸带上输出并由机器读取纸带。现在程序的创建主要有以下两种方式。① 直接在控制器输入程序② 使用名为 CAM 的 PC 应用程序创建数据并将其传输到控制器。对于简单的形状,可以以①的方式输入程序,对于复杂的形状,则采用②的方法。 机加工能够制作的物品那么机加工能够制作的物品会是什么形状呢? 在这里,我们先介绍一下典型的零件例,以便您可以有一个印象。1〜2轴加工品最容易制造的零件是可以通过从一个方向打孔或切割而制成的形状。像孔加工那样仅在一个轴向上进行加工、在相同高度上加工轮廓、开槽等平面加工都是较为简单的加工。如下例所示,在平面上仅打螺丝孔或钻孔的底板或者局部有切口或倒角的块件等都是典型加工。除了孔和切口外,还可以加工轮廓和凹槽。多面加工品这是将上图零件不仅从一个方向而从多个方向实施加工而成的加工品。 如图 3 所示,除了从一个方向进行轮廓形状加工、孔加工、槽加工和切口加工外,还从横向进行孔加工。图 4 所示从横向进行槽加工和从另一个方向进行孔加工的例子。在这种加工中,将材料翻转,改变其方向,在各方向上加工形状。从一个方向进行加工后,会将材料翻转并再次固定,这种工作也称为“工件换装”。 3轴加工3 轴加工是一种即使从一个方向加工也能切削光滑的曲面(自由曲面等)的方法。沿着顶端圆形的球头立铣刀的曲面移动,对其进行精加工。不仅可以加工图 5 所示的具有自由曲面的零件,还可以加工图 6 所示的扫描人和动物而成的曲面。由于需要同时沿曲面 3 维移动主轴,因此请使用支持 3D加工的CAM(Computer Aided anufacturing:计算机辅助制造)的专用应用程序创建 NC 程序。注塑成型模具零件的机加工经常使用此种加工方法。多轴加工品不是块状而是整体形状复杂的零件也可以加工。通过在各个方向上重新固定材料并使用5 轴加工机,能够制造多面复杂的形状。这种加工方法常用于航空零件等。图 7 和图 8 是典型的航空零件的形状(示意图)。其特征在于,自由曲面和孔加工等组合、具有凸起、整体减薄形状等复杂的薄壁结构较多。多轴同步加工在最新的 5 轴加工机和复合加工机中,有些形状只能通过一边与刀具运动同步地旋转材料一边进行加工才能完成。典型的形状是图9所示的被称为转子叶片的形状( 4 轴同步)和图10所示的叶轮那样的形状(5 轴同步)。对于像这样不能仅从固定的材料方向进行加工的复杂形状加工,机加工具有优势。您觉得怎么样?您是否理解了设计加工零件所需的机加工的大致特征?机加工可以实现从简单形状到复杂形状的几乎所有零件的加工。
免键轴衬(紧固接头)选型要点(选型概要)
2022.09.05 10:07:00
5973
免键轴衬是指安装在轴与带轮等之间,利用摩擦固定轴与旋转体的机械构件。结构、用途、拆装步骤结构如图1所示,具有固定轴和皮带轮的功能。图1.利用免键轴衬固定利用免键轴衬产生固定力的结构如图2所示。图2.利用免键轴衬产生固定力的结构免键衬套采用带孔的锥形外圈与带固定孔的法兰(内圈)一体化的结构。由于图2中的锁紧螺栓,“间隙”因弹性变形而变为“零”,并且在接触部分产生摩擦力。这种结构提供了一个倍力机构*1,产生了让轴和皮带轮结合为一个整体的固定扭矩。注释:*1倍力机构是应用力矩(力×距离)平衡原理,以较小的力获得较大的力作用的机构。用途由于是利用锥面固定功能让轴与皮带轮结合为一个整体,所以无需对机器零件进行任何特殊加工即可实现一体化。拆装方便,还可通过固定实现定心功能。拆装步骤拆装轴和皮带轮的案例如图3所示。图3.拆装步骤安装将免键衬套放入皮带轮中,然后用手轻轻地拧紧螺栓。将要拧入的皮带轮安装到轴上。使用扭矩扳手牢牢拧紧锁紧螺栓。拆卸拆下锁紧螺栓将拆卸用螺栓拧入法兰部位的拆卸用螺孔中。从轴上拆下皮带轮。安装时利用锁紧螺栓紧固,拆卸时松开锁紧螺栓,但即使松开锁紧螺栓,锥面部分也可能无法拆下。这是因为锥面部分是通过拧紧锁紧螺栓牢固地固定,在拆卸这部分时,必须“拧入拆卸用螺栓”。这些作业如图4所示。执行这一拆卸作业时,操作员必须均匀地拧紧螺丝。图4.使用拆卸螺丝的分离方法选型要点根据容许扭矩选型如图2中所解释的,容许负载(传递扭矩)取决于采用锥形倍力机构的摩擦力。选型要点因这一容许负载的大小而异。免键轴衬的种类与特征如表1所示。表1.免键轴衬的种类与特征系列名称螺母类型薄壁型标准型直杆型 高扭矩直杆型紧凑型容许负载○△○◎△安装工具扳手内六角扳手内六角扳手内六角扳手内六角扳手定中心功能无无有无有优点·使用1处螺母简易装配·利用螺栓直接装配的结构·内外径差较小·各种尺寸、材料和表面处理,种类丰富·具备定中心功能·容许负载高·便于多个同时使用·内外径差较小·具备定中心功能 如图5所示,最大容许扭矩的详细内容取决于种类,根据该值进行免键轴承选型。此外,由于螺栓拧紧扭矩与最大容许扭矩相匹配,因此必须使用扭矩扳手拧紧固定螺丝。图5.允许扭矩一览表(米思米:MLM、MLMB时)d最大容许扭矩 (N·m)容许推力载荷 (kN)螺栓紧固扭矩 (N·m)最大容许扭矩 (N·m)容许推力载荷 (kN)螺栓紧固扭矩 (N·m)最大容许扭矩 (N·m)容许推力载荷 (kN)螺栓紧固扭矩 (N·m)MLMMLMB572.81.91.64.61.841.92.81.130.886144.673.93.210.72.493.97.82.542.78225.616.64.110.72.6410255.619.63.912.72.5511305.622.5414.72.6412508.4136.25.924.54.0214659.4650.97.228.415709.4654.830.416759.4658.87.332.31711012.676.48.946.15.391811512.680.3491912012.685.251.92022021.68.87.518318.38.8121.612.165.62229026201133.412.06243202625221146.112.162535027.226421.11532838027295213.815.2304102739626.4229.515.33244027423244.215.2根据安装孔尺寸选型选型时,轴的外径和皮带轮的孔径等也是重点。轴径孔径的参考值如图6所示。图6.安装轴和孔尺寸的参考值(米思米:用于标准型免键轴衬)d56810111214151617181920222425283032353840D16192123242628293031323338404243464850576062轴和旋转体的推荐公差和表面粗糙度如表2所示。表2.推荐公差与表面粗糙度安装部位公差表面粗糙度旋转轴外径h7(g6)Ra1.6以下V带皮带轮等的内径H7Ra3.2以下推荐商品免键轴衬(紧固接头)标准型免键轴衬简易型免键轴衬(螺母)型免键轴衬 简易安装直杆型免键轴衬 关联类别Ø 免键轴衬