浇口套/流道相关
产品介绍
注塑模具中引导熔融塑料进入模具型腔的通道和配件。浇口套起到承受注塑机喷嘴压力并防漏的作用,流道系统优化塑料流向与速度,直接关系到注塑成型件的质量。

品牌优选




常见问题
定位环的模具中起到的主要作用是什么?
使用定位环,能在换模时快速将模具对接到注塑机上,可大幅度缩短调模时间。准确的对接可减少注塑机喷嘴的受损现象。除了用于定位浇口套之外,定位圈也可以用来做紧固件,起到固定配...
防拉丝浇口套的工作原理是什么?
防拉丝浇口套跟普通浇口套在结构上是有差异的,在法兰部位压入防拉丝隔片,并在主流道末端的中央形成凹槽。这样就能加速浇口末端的冷却凝固,从而有效防止拉丝现象。
冷却浇口套相比普通浇口套的优势及使用时需要注意什么?
冷却浇口套相比普通浇口套,由于可以接入冷却水直接进行冷却,可有效缩短成形周期。
高效型浇口套使用时有什么注意事项?
高效型浇口套仅适用于喷嘴前端直径3mm左右的注塑机,由于和传统浇口套设定的成型条件不同,请根据树脂种类相应地调整注射压力和成型温度。
螺纹电极在加工中有什么特别的注意事项?
因电极的前端螺纹部位的直径比要加工的螺纹规格小,在加工时将电极插入被加工工件的螺纹底孔,由中心开始沿XY水平方向平动进行放射摇动式放电加工,请勿旋转摇动式放电加工。
高效型浇口套与普通浇口套比较、有什么优势?
高效型浇口套有三大特性:1.减少浇口、流道部的树脂材料;2.缩短成形周期;3.减少拉丝现象。
资料下载

3分钟速成!压铸
压铸是铸造技术的一种,也被称为压力铸造。在压铸中,将熔融状态的有色金属流入模具中以形成各种形状。用压铸法制造出的零部件被应用于汽车、家用电器、复印机和缝纫机等诸多产品。
技术文章
第125讲 新产品介绍“点式浇口套−小直径型−”
 2023.01.30 10:00:00
2023.01.30 10:00:00
 885
885
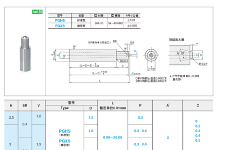
“点式浇口套-小直径型-”是面向精密小型点式浇口结构的模具而开发的新产品。 超小型尺寸的齿轮、钟表零件、电子零件、精密机械零件等,如果不将浇口套外径尺寸控制在φ2mm以下,则不能安装到模具上的事例越来越多。 推测其背景是受到了成形品小型化、薄壁化、轻量化等趋势的影响。 现在开发的浇口套采用了台阶型结构,前端部分的外径尺寸分为φ1.5、φ1.6、φ1.8等3种类型。 最小直径为φ1.5mm,因此也可安装在规格非常小的型腔上。 浇口前端直径可从φ0.3、φ0.4、φ0.5中进行选择(因种类不同有所限制) 材质如下。 ・ PGHS型 SKH51(59〜61HRC) ・ PGKS型 高硬度镍合金(58〜62HRC) ・ PGES型 镍合金(内面55〜60HRC) 镍合金材料采用电铸制造,流道部分的内面粗糙度非常细密,因此流道脱模时的阻力非常小。 高硬度镍合金制成品的硬度更高,适用于含玻璃纤维的工程塑料及聚碳酸酯树脂等。 本公司独立制作类似小型规格的浇口套时,需要花费很多的机械加工时间和抛光精加工时间,因此通过采用实现标准化的该浇口套,可降低模具成本。






第97讲 新产品介绍"点式浇口套−小直径型−"
2023.01.19 15:38:46
519
"点式浇口套-小直径型-"是面向精密小型点式浇口结构的模具而开发的新产品。 超小型尺寸的齿轮、钟表零件、电子零件、精密机械零件等,如果不将浇口套外径尺寸控制在φ2mm以下,则不能安装到模具上的事例越来越多。 推测其背景是受到了成形品小型化、薄壁化、轻量化等趋势的影响。 现在开发的浇口套采用了台阶型结构,前端部分的外径尺寸分为φ1.5、φ1.6、φ1.8等3种类型。 最小直径为φ1.5mm,因此也可安装在规格非常小的型腔上。 浇口前端直径可从φ0.3、φ0.4、φ0.5中进行选择(因种类不同有所限制) 材质如下。 ・ PGHS型 SKH51(59~61HRC) ・ PGKS型 高硬度镍合金(58~62HRC) ・ PGES型 镍合金(内面55~60HRC) 镍合金材料采用电铸制造,流道部分的内面粗糙度非常细密,因此流道脱模时的阻力非常小。 高硬度镍合金制成品的硬度更高,适用于含玻璃纤维的工程塑料及聚碳酸酯树脂等。 本公司独立制作类似小型规格的浇口套时,需要花费很多的机械加工时间和抛光精加工时间,因此通过采用实现标准化的该浇口套,可降低模具成本。 了解更多点式浇口套,请点击此处。

浇口套的喷嘴接触部位形状
2022.02.16 09:16:29
2168
浇口套是用于固定将熔融塑料从注塑成型机的喷嘴引导到模具中的流路的衬套。米思米可销售各种标准化规格的浇口套。 浇口套接触喷嘴的部分称为喷嘴接触部,其外形一般设计、制造成为SR(球面)形状。 成型机注塑喷嘴前端SR尺寸与浇口套喷嘴接触部位的SR尺寸之间,其关系设定如下所示。SR≧Sr+1SR:浇口套的喷嘴接触部位SR(mm)Sr:注塑成型机的喷嘴前端部位SR(mm) 理论上,如果满足上述关系,并且SR和Sr的中心在同一中心线上,则可以获得良好的喷嘴接触。 然而,在实际生产现场,依然存在树脂从喷嘴接触部分泄漏的情况。 在这种情况下,需要检查以下几点并调整存在缺陷的部分。· 喷嘴前端面异常磨损。· 喷嘴前端部位有树脂板结。· 喷嘴前端部位弯曲。· 喷嘴的尖端向下弯曲。· 接触喷嘴时没有减速,而是发生猛烈撞击。· 浇口套的SR有凹陷。