定位销/衬套
产品介绍
用于工件或模具精确定位与配合的组合件。定位销提供精准的基准对齐,衬套则保护基体孔免受磨损并引导销轴。二者配合使用,能显著提高重复装配的精度与生产效率。

品牌优选











实用案例
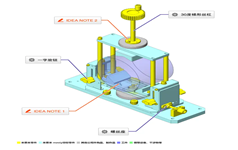
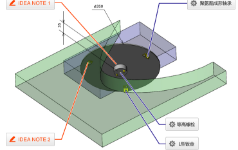
No.007642 2轴调节机构(带工件座)
 2020.05.25 17:00:42
2020.05.25 17:00:42
 2022
2022
本案例"2轴调节机构(带工件座)",夹持调节不同直径的圆柱型工件。V型滑块的活动导杆使用定位销根据工件规格确定下方V型滑块的活动范围根据工件重量确定滑动丝杠的直径、导程
。用途· 使用上下活动式的夹紧部保持工件和调整垂直方向的工件位置,使用细牙调整螺丝调整水平方向的工件位置IDEA NOTE1 由定位销和腰形孔构成的简易导向机构采用V型滑块的定位销沿板的腰形孔移动的结构IDEA NOTE2 可朝丝杠轴的推力方向动作固定螺帽,使丝杠轴朝推力方向动作设计要点,尺寸规格等更多案例信息,请点击进入案例详情





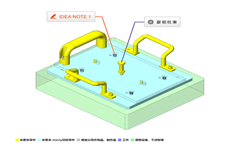
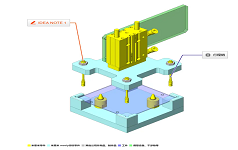
No.007455多用插入衬套插入辅助夹具
2020.05.22 09:08:50
1259
本案例"多用插入衬套插入辅助夹具",利用滑动机构能够同时配置好几个。能够顺畅地进行滑动,考虑再现性,研究销部的个数和配置
。目的・动作· 金属模具上同时配置多个嵌入式衬套IDEA NOTE1 通过滑动结构同时供给多个零件多个零件在特定位置同时配置,对于树脂成型工程的作业周期时间的减少做出贡献设计要点,尺寸规格等更多案例信息,请点击进入案例详情
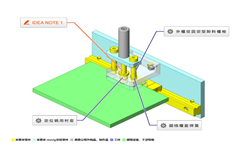
No.007540位置确认销
2020.05.22 17:20:54
1539
本案例"位置确认销",手动确认滑台位置。提高固定侧和移动侧的衬套的同轴度使销能够流畅地插入
。目的・动作· 台面位置的偏差可以通过能否插入销来确认IDEA NOTE1 活用已采购的产品实现简单的构造通过使用采购来的定位销和定位销用的衬套,能够制作出简单就可确认位置的结构设计要点,尺寸规格等更多案例信息,请点击进入案例详情
No.007330孔测定销
2020.05.18 17:43:08
1879
本案例"孔测定销",在同样位置进行3种检查。工件外形是模铸的,没有精度。因此,以下部销孔槽及下面的切割加工部位为基准,得出位置根据检查夹具1,测定销的直径的决定方法是考虑购买的零件及加工零件的公差,实际上检查NG的标准品和OK的标准品之后,决定使用哪一个加工公差测定销
。目的・动作· 检查夹具交替测定检查夹具1:孔槽的位置度检查夹具2:座面的距离检查夹具3:座面的大小· 检查夹具1:孔槽的位置度· 检查夹具2:座面的距离· 检查夹具3:座面的大小· 动作规格1.工件固定2.选定检查夹具3.将检查夹具插入支架· 1.工件固定· 2.选定检查夹具· 3.将检查夹具插入支架IDEA NOTE1 模铸工件的简易定位因为工件的外形没有精度,工件孔槽用锥形移动销组件定位,能够容易地固定工件IDEA NOTE2 插入孔槽的方法用于检查销孔的中间孔和腰型孔,有3种检查夹具对应。设计要点,尺寸规格等更多案例信息,请点击进入案例详情
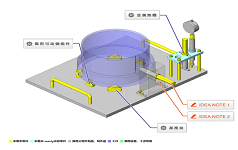
No.000183拆装式转台
2020.03.25 19:20:25
1244
本案例"拆装式转台",拆装轻松的切换作业台(从下向上观察时的图形)。为了确保对转台进行重复定位,通过1个螺栓进行固定。作业台的定位孔采用2处圆孔,并有效利用菱形定位销。目的・动作· 目的 便于产品检查/维修工序中使用的转台的拆装。· 动作 在作业台上进行产品检查/产品维修,部分工序可能存在需要/无需转台的情况。无需转台时,旋松转台中央的螺栓,拆下转台。需要转台时,通过2个定位销和作业台上的孔对安装位置重新定位,再紧固转台中央的螺栓进行固定。 设计要点,尺寸规格等更多案例信息,请点击进入案例详情
No.007047浮起修正组件
2020.03.25 19:20:25
1367
本案例"浮起修正组件",通过行程销固定工件的四个角。通过电路板的导向孔和前端锥形销进行粗略导向,再通过外形导件正确定位。目的・动作· 用于将工件粗略投入固定托盘后的姿势修正。· 通过使用行程销,修正工件浮起的程度。· 修正姿势后,该组件避让以进行电路板检查。IDEA NOTE1 灵活使用外购品以降低成本通过购买可直接使用的行程销,可减少设计和组装工时。 设计要点,尺寸规格等更多案例信息,请点击进入案例详情
常见问题
调整销JPHAW6-16.60-12-W10的最大扭力是多少?
该型号的螺纹规格是粗牙M6,其紧固扭矩可参考[技术参数] 螺栓适用的紧固轴力/紧固扭矩,参考强度等级8.8这一列的数值,具体内容见如下网址:https://www.misumi.com.cn/linked/ar...
定位销型号:MSH8-40和型号:MSHS8-20有什么区别?
型号的前缀一般表示材质,MSH的材质相当于SUS440C,硬度45~50HRC,MSHS的材质为SUS304。具体信息可参考下方链接中的该产品电子目录。
https://www.misumi.com.cn/linked/archive/eb...
MSC5-50和MSH5-50有什么区别?
这两款定位销的公差规格不一样,MSH5-50正公差+0.01/+0.005,MSH5-50负公差0/-0.012
调整销JPHAW6-16.60-12-W10的最大扭力是多少?
螺纹部分参考8.8的扭矩参数即可,见以下:https://cn.c.misumi.com.cn/book/sh2_2018_msm_fa_01/pdf/2934.pdf
ISO2338与ISO8734,主要区别是什么呢?
参考型号:RX-ISO8734-6H8X20B(100)
不同处有两点:1)ISO8734 带热处理,ISO2338不带热处理。2)可选公差不同,ISO8734只能选择h8公差,ISO2338可以选择h8或者m6公差
定位销的定位精度是多少?
这是叫法上的问题。定位精度一般指直线运动或回转运动的机构在运行过程中的定位误差,定位销是定位机构,理论上是零位对零位的,不存在定位精度,完全啮合的。
资料下载


技术文章
第55讲 标准零件的使用方法(四)定位销(固定销)
2023.01.05 16:49:33
6488
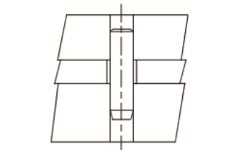
定位销也叫固定销。其用途是模具零件的定位。如【图1】所示,定位销有直杆型和锥型。上述类型分别还有攻丝型。JIS标准将其称为冲压模具用固定销(B5062 仅直杆型)。JIS中另外还有作为机械零件的平行销(B1354)和锥形销(B1352),精度比模具用途低。外径精度、表面粗糙度及材质的硬度是定位销的必要条件。定位销应轻轻压入孔中使用。保持力由定位销被压入孔中时因弹性变形获得的表面压力及摩擦形成。因此,使用定位销时,定位销的外径精度和孔精度的关系非常重要。由于要把销径压入孔径,因此孔径要稍小,如果是生料和淬火料,若不改变孔径,保持力及定位销的压入力会产生差异。因此生料应将孔径缩小10μm、淬火料应将孔径缩小5μm左右。定位销的基本使用方法请见【图2】,将2根定位销压入板中,注意防止错位。位置尽量离远有利于提高精度。【图3】表示定位销和孔的关系。孔径和深度的关系以定位销保持部长度为定位销直径的2倍为宜,最小应与直径等长,最大不超过直径的3倍。若孔的深度小于定位销直径,定位精度会变差;若超过定位销直径的3倍,则很难进行确保精度的孔加工。如【图4】(a)所示,对两个零件进行定位是定位销的基本使用方法。但是,如【图4】(b)中所示,也有穿过3张板使用的情况,中间板上的孔为自由尺寸孔,避开定位销。由于定位销中间没有被固定住,因此定位精度较差。由于上述原因,从精度上考虑,定位销不能用于4张以上的板。一般最常用的是直柱型定位销,但有时也会用到锥形定位销。锥形定位销有可能因振动、冲击而松弛,请特别注意。此外,用定位销来支撑从侧面施加的压力并不是定位销本身的用途,最好不要对它能充分达到目的抱太大希望。请参考配合使用的连接螺丝的尺寸来确定定位销的直径。一般使用与螺丝尺寸相同的直径,或者比螺丝尺寸大一号的直径。定位销直杆型定位销高精度型定位销带拉拔螺纹精密型定位销带拉拔螺纹p6型


第67讲 标准零件的使用方法(十六)导正销(一)
2023.01.05 17:48:41
2133
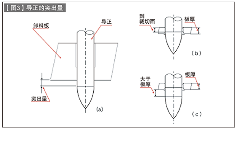
导正销如【图1】(a)所示,是对模具内的材料进行最终定位的零件。材料通过输送装置或人手等方式送到模具内,这会产生某种程度上的误差。该误差需要被修正到不影响产品的程度。材料位置通过导正销的倾斜面滑动材料来进行修正。斜面的形状有(b)中所示的炮弹型和(c)中所示的锥形。相对于上下移动量,炮弹型的横向移动量发生变化。锥形的移动量始终保持恒定。以前,精密加工多使用锥形导正销,但现在两者已经没有差别了。加工精密产品、薄板以及软质材料时,相对于上下运动,横向移动量较小,随着壁厚的增加,横向移动量逐渐增大。材料滑动的斜面应加工光洁,减少滑动阻力。 通常,导正销通常插入导正孔中,要注意【图2】(a)所示的导正销直径和孔的关系。(b)中所示的"间隙"越小定位精度越好,但作业结束后导正从材料脱离时如果没有间隙,则会将材料吊起。因此,应从定位精度与材料吊起,这两个问题之间的平衡角度出发,从而确定导正销直径和孔的关系。精密加工时也应留出0.01mm左右的间隙(直径差),一般情况下(壁厚1mm左右)间隙应在0.02~0.04mm左右。虽然间隙也会导致一定误差,但可以通过模具内导正销相互间的配合减小误差并提高精度。但如果使用过多,干扰过大,也会导致材料吊起。 导正销必须在加工开始前发挥作用。因此,在可动式卸料板结构中,导正销从卸料板面突出。但如果突出长度过长,还是会将材料吊起。请参照【图3】(a)。突出量根据加工材料的壁厚来确定,尽量取短一些。其原因如下。导正孔的冲裁面由"喇叭口-裁切面-断裂面"构成。可靠的面为裁切面。若导正作用于裁切面部分,就能发挥其功能。若材料能保证一定壁厚,则如(b)中所示,即使导正的突出量较短,也不会有问题。但是,如果材料壁厚较薄,采用(b)所示的形态就需要大大提高导正的零件精度,很容易失败。这种情况下,应如(c)所示,使突出量大于材料壁厚。突出量加长是导正加工精度不高时的对策。但突出量过长会导致材料吊起,因此需要综合考虑,取得平衡。
第68讲 标准零件的使用方法(十七)导正销(二)
2023.01.09 09:11:51
1294
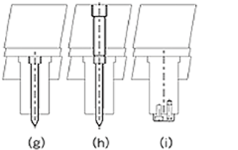
下面对下【图】所示的各种形状进行说明。 (a) 基本使用方法。是从圆形凸模的基本使用方法演变而来的形式。导正销前端与可动式卸料板的活动量成正比。在进行模具维护作业时拆卸比较麻烦。 (b) 功能与基本使用法相同。其特点是模具维护时更容易拆解。 (c) 以基本使用法是在进行冲孔时,若误冲孔,导正会冲破材料。有可能损坏模具。其对策是在导正后面安装弹簧,当因误冲孔而导致导正销承受大负荷时,弹簧会被压缩,从而避免了冲破材料。若弹簧较弱,即使在正常状态下弹簧也可能弯曲,导致定位精度变差。请予注意! (d) 基本使用法是将导正销固定在凸模固定板上。因此,陷入凹模中的深度会加大。陷入凹模很难察觉,因此导正会长时间摩擦材料,导致导正孔变形或材料吊起。这种结构可回避这种现象、同时也能避免误冲孔时冲破材料的危险。其特点是导正销的台阶部与卸料板面相互接触。对于弹簧需要注意的事项与(c)结构相同。 (e) 是通过卸料板固定导正销的基本形式。通过将导正销固定在卸料板上,可保持一定的突出量。用压紧螺丝进行固定。螺丝容易松动,因此使用两个螺丝会更好,但由于空间的关系往往很难实现,这也是这种方式的缺点。 (f) 通过卸料板固定导正销,但使用卸料板垫板将后部压紧。与(e)的结构相比,制作更简单。 (g) 是通过凸模固定导正销,为了使凸模的重新研磨容易进行,采取了导正销容易拆装的结构。 (i) 在大规格凸模上,通过螺栓和定位销(固定销)将导正销固定到凸模上。使用这种导正销时要注意两点,一是要注意定位销的脱落,二是要设法保证拆卸导正销能入拆卸定位销一般的便捷。