工件夹紧
产品介绍
用于在加工或装配过程中快速、稳固锁紧工件的机构。包含快速夹钳、气动夹具等,确保工件在受力时不发生位移或变形,从而保障加工精度并提高自动化生产的安全性。

品牌优选












实用案例
No.007637零件锁紧夹具
 2020.05.25 15:53:58
2020.05.25 15:53:58
 2348
2348
本案例"零件锁紧夹具",将难以用手指安装的外壳用锁紧零件自动安装在工件上的机构。使用气缸的零件安装机构
。用途· 手动设置工件及锁定零件,按下开始按钮驱动气缸,将锁定零件安装在盒子上(锁紧) 设计要点,尺寸规格等更多案例信息,请点击进入案例详情


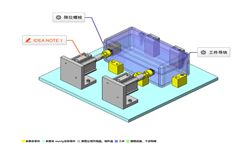
No.007671定位夹具
2020.05.27 09:40:57
2067
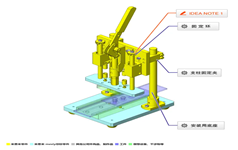
本案例"定位夹具",使用肘夹轻轻压入零件。采用工件配置台可拆卸的设计,改变工件后也可使用为了消除轴心偏移,设置工件导轨,无需固定工件也可稳定压入。用途· 轻轻压入零件的夹具IDEA NOTE1 使用肘夹轻压零件可利用肘夹的压入结构和固定环改变压入行程IDEA NOTE2 使用磁铁吸附工件可使用磁铁将工件固定并压入至上侧的配置台设计要点,尺寸规格等更多案例信息,请点击进入案例详情

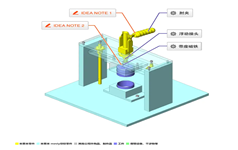
No.007695手动冲压用简易装拆夹具
2020.05.27 11:07:12
2684
本案例"手动冲压用简易装拆夹具",易于换夹紧固工件的夹具。将压接部分的中心与压缩弹簧、凸轮轴承随动器的中心对齐。用途· 通过肘夹动作进行手动压接的机构IDEA NOTE1 通过滚轮(凸轮轴承随动器)传导肘夹的压力通过凸轮轴承随动器进行力的传导,可吸收肘夹的松动(间隙),顺利压入IDEA NOTE2 易于换装工件支架和压紧夹具使用磁铁固定工件支架和压紧夹具,因此可迅速换装设计要点,尺寸规格等更多案例信息,请点击进入案例详情
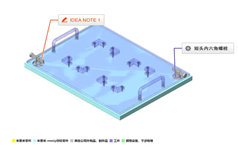
No.007728换装夹具(板)的定位和锁定机构
2020.05.27 14:43:19
2383
本案例"换装夹具(板)的定位和锁定机构",可使用简易机构对夹板进行定位和锁定的机构。采用定位和锁定机构一体化,提高作业效率
。用途· 夹板的定位和锁定IDEA NOTE1 利用凸轮进行固定按照凸轮形状动作时,可锁定夹板设计要点,尺寸规格等更多案例信息,请点击进入案例详情
No.007729接合用定心夹具
2020.05.27 14:48:55
1353
本案例"接合用定心夹具",用于接合2个零件的定心夹具。通过加长导向轴支座,减小定心轴的偏移加高支柱并在夹紧位置设置调整量,以对应不同高度的工件
。用途· 为接合2个零件而进行定心IDEA NOTE1 使用柱塞保持状态使用柱塞保持定心轴设计要点,尺寸规格等更多案例信息,请点击进入案例详情
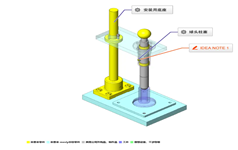
No.007754手动简易铆接夹具
2020.05.27 16:55:53
2405
本案例"手动简易铆接夹具",使用挡块调整行程
。目的·用途· 使用肘夹的简易铆接夹具· 使用手动操作对应少量生产品IDEA NOTE1 行程量的调整可使用固定环调整肘夹的退回位置,实现根据工件高度调整行程设计要点,尺寸规格等更多案例信息,请点击进入案例详情
常见问题
关于肘夹C-LD-304CM的尺寸:
1.M8螺牙的长度为多少?
2.拧入部分的内螺纹的深度是多少?
1、M8螺牙的长度是30mm. ,螺栓总长35.2mm;
2、轴的内螺纹深度是30mm。
肘夹CH-12050 和GH-12050 两个型号的区别?
东西规格一样,品牌不同,一个是嘉刚,一个是嘉手。
肘夹C-LD-36224M把手的外径是多少?
想用钢管套上,加长力臂
金属把手参考尺寸:长度127 宽度16 厚度8
肘夹不建议自行改造,会对产品寿命产生影响。
肘夹C-LD-12050安装座的4个孔是多大的?
4个孔大小是5.2的
气动肘夹GH-12132-A的前端螺栓是否可以单独购买?螺纹的规格是多少?
头部螺栓型号是GH-FC-086312, 螺纹是M8*1.25的。
型号 TGSPM 系列的肘夹金属配件
1.底部聚缩醛垫是否相对于上端螺柱不会发生旋转。
2.用底部聚缩醛垫接触物体时,弹簧底部到物体表面中间的这部分聚缩醛垫的厚度尺寸是多少?
1.不可旋转
2.根据规格不同厚度不一样,M4=3.5mm M6=3mm M8=6mm
资料下载



技术文章
卡盘、生爪(软爪)的种类与优点、相关夹具
2023.02.08 14:40:14
6873
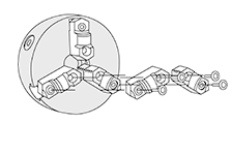
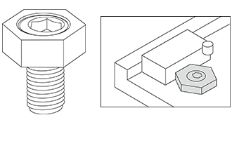
· 涡旋式卡盘· 生爪(软爪)· 生爪(软爪)成型圈(卡盘伴侣型)· 生爪(软爪)成型圈(钳口锁紧型) 涡旋式卡盘这是一种手动卡紧卡盘,主要用于在车床上夹持工件。卡爪可分为分割爪型与一体爪型。 此外,除了3爪外也有4爪型。 ※本插图中的卡爪类型为一体爪型的内爪。 优点· 由于所有卡爪同时移动相同的量,因此可以轻松定位被切削材料(工件)的中心。小知识 车床加工与生爪(软爪) 采用涡旋式卡盘分割爪型的构造分割爪型的优点 ① 可以仅更换上部爪,因此易于使用。 ② 可使用生爪(软爪),可根据工件相应成型。内爪与外爪内爪 用于夹持轴材外径和管材内径。外爪 用于夹持法兰等的外径。 分割爪与一体爪分割爪 下部爪与上部爪可利用螺栓拆装。一体爪 可根据作业内容替换使用内爪与外爪。要点如下! · 适合的卡盘和卡盘尺寸根据要夹持的工件大小及形状而有所不同。请确认要夹持的被切削材料(工件),选择夹持范围(mm)。· 请确认卡爪种类。包括分割爪型与一体爪型。 生爪(软爪)这是安装在机床的卡盘上,用于夹持机械零件等工件的工具。优点· 材质通常为S45C。· 不同于成品硬卡爪,可利用刀具切削加工外形以匹配被切削材料(工件)的形状。可用作通用车床、NC车床、加工中心等的涡旋卡盘、油压/气动卡盘的替换卡爪。卡盘各部分名称动力卡盘(油压/气动)用生爪(软爪)是利用钳口安装螺栓固定在钳口螺母上。如果在切换时共用钳口螺母,则替换卡爪时会花费过多时间,因此可以通过预先将钳口螺母安装到下一个更换用卡爪上,从而仅需插入替换即可完成卡爪更换。要点如下! · 请确认卡盘制造商名称。· 请确认卡盘型号。· 请确认生爪(软爪)种类。(包括标准爪、小径爪、宽幅爪、高爪。) 生爪(软爪)成型圈(卡盘伴侣型)用于让生爪(软爪)形状与被切削材料(工件)形状吻合,确保成型时生爪(软爪)精度的夹具。优点· 由于是以爪外周销孔为支点,所以可提升中心跳动精度,增大夹持力。· 以往穿通成型和内撑卡盘成型必须制作尺寸相匹配的环,而销是滑动的长孔形状,因此不再需要制作。传统成型圈与生爪(软爪)成型圈的差异图1~3是传统的成型方法。在应用最广泛的图1的情况下,由于生爪(软爪)夹持中心金属块时与夹持被切削材料(工件)时的力的支点不同,因此生爪(软爪)处于前部滑动状态,导致中心跳动、夹持力下降等问题。(图4) 通过使用生爪(软爪)成型圈,不仅可以进行图1~3所示的成型,而且被切削材料(工件)也可以以与夹持时相同的状态进行成型,因此不会发生中心跳动,还能提升夹持力。(图5)要点如下! · 请确认所用卡盘的类型。· 请确认所用卡盘尺寸(英寸)。· 请选择固定销尺寸(mm)。 ※这一尺寸将是卡盘生爪(软爪)的沉头孔直径(止动销标称直径)。 生爪(软爪)成型圈(钳口锁紧型)用于让生爪(软爪)形状与被切削材料(工件)形状吻合,确保成型时生爪(软爪)精度的夹具。优点· 通过无级微调,可将生爪(软爪)消耗抑制在最低限度。· 便于进行夹持小型工件的生爪(软爪)成型。· 可在生爪(软爪)穿通加工方面可发挥出其威力。· 可通过反向安装卡爪扩大加工范围。用途· 3爪卡盘用生爪(软爪)成型夹具。 · 可用于液压卡盘、动力卡盘、气动卡盘、涡旋式卡盘、夹具卡盘和铣削卡盘。<主体><调整环><卡爪>3个部件构成,可通过旋转调整环进行卡爪(销)的位置调整。 正向或反向安装卡爪,可扩大调整范围。生爪(软爪)成型圈要点如下! · 请确认适用的卡盘尺寸(英寸)。· 请选择固定销尺寸(mm)。





换刀夹具的种类与优点
2023.02.08 14:28:50
3073
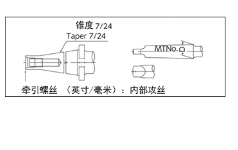
换刀夹具这是一种用于让机床与切削刀具(尖端刀具)联动的夹持工具。优点· 机械端、刀具端分别具有各自的标准,选型标准会根据内容的不同而产生很大差异。· 通过选择适当的换刀夹具,可以进一步提升加工效率。安装在机床主轴上的刀柄规格<加工中心用> · BT刀柄(Bottle grip taper) · HSK刀柄(中空锥形刀柄、DIN、ISO规格)<通用机床用> ·(主要是铣床、镗床等) ·NT刀柄(National taper) ·MT刀柄(莫氏锥度刀柄) 小知识 什么是加工中心(MC)这是一种可以在无需更换工件的情况下进行多种类型加工的数控机床。自动换刀装置(ATC, Automatic Tool Changer)根据程序将旋转刀具(Tooling)自动安装到主轴上以加工工件。要点如下!·请确认机床主轴的规格。 ·请确认刀具种类。(钻头、丝锥等) ·请确认加工工件的形状、材质等。 ·请确认使用条件。(转速等) ·对于加工中心请确认拉栓,对于通用机床请确认牵引螺丝。 铣削换刀夹具虽然主要用于立铣,但这种换刀夹具可以夹持各种刀具,可以广泛应对从重切削到轻切削的各种应用场景。 主要用于切槽和侧铣。 优点· 夹持部分的夹紧力强,本体刚度大。· 具有φ20、φ32、φ42等多种规格,可根据刀具规格相应选型。要点如下!· 请确认机床主轴规格。 · 加工中心用:BT刀柄、HSK刀柄 · 通用机床用:NT刀柄 · 请确认把握径、首下长度。 · 请确认刀具种类。(立铣刀、钻头等) · 请确认加工条件。(转速等) · 对于加工中心请确认拉栓,通用机床请确认牵引螺丝。 · 英制…U5/8×11圈螺纹、1英寸×8圈螺纹 · 公制…M16、M24 ※通常如无指定,80%的情况下为英制。 钻头丝锥换刀夹具这是在立式钻床、摇臂钻床等设备上用于固定机床主轴和切削工具(钻头、丝锥)的夹具。 桌面型钻床的攻丝专用工具内置反转装置型对于主轴仅能正转的钻床,可使用内置反转装置型。 不反转型对于主轴可以反转的钻床,可使用不反转型。 ※各种型号都必须另行配用锥度刀把。要点如下!· 请确认机床主轴的筒夹锥度。 · 请确认攻丝钻头能力。 · 请选择与机床相匹配的专用夹头。 基准位置测量工具这一工具是用于u测量加工中心及数控铣床上的工件的基准位置。中心型优点· 当测量端子接触到工件时,立即通过点亮指示灯或鸣响蜂鸣器发出信号。· 在整个圆周上有若干处(具体位置取决于制造商)用于进行确认的红色指示灯。· 带有超程保护机构。【注意事项】 使用中请注意不要让其淋到切削油。尽管带有超程保护机构,但是请尽量避免超程运行。否则可能导致损坏。操作流程(1)确定用于计算加工位置的基准位置。 按照①→②→③的顺序进行测量并决定加工位置。(2)保存到机床中。(3)基于测量出的基准位置,正式进行切削加工。 对心杆优点· 检测机床X、Y轴的原点位置。【注意事项】 使用中请注意不要让其淋到切削油。请务必严格遵守允许转速。要点如下!· 请选择末端直径是φ4还是φ10。 刀尖位置测量工具通电方式内部触点方式 优点· 用于进行刀尖位置的基准位置测量。要点如下!· 可提供φ20mm、φ32mm的刀柄直径,请根据机床侧的尺寸相应选型。· 请确认是带指示灯还是带蜂鸣器。 · 可用于导电材料(工件)。
迷你夹具系列的优点及其种类
2023.02.08 16:52:12
2011
· 迷你夹具系列· 双面固定夹具· 六角偏心夹具(Fixture Clamp)· 附台座T型槽式夹具· ID(内径固定)夹具· 入槽式夹具· 可调式尖型侧面固定夹具 迷你夹具系列这是用于小型、薄型工件切削加工的夹具。 随着汽车、IT、数码家电的日益精密化、小型化、薄壁化,加工时所使用的工装夹具也随之小型化。 优点· 利用偏心凸轮以及楔形结构等,能够通过简单、快速操作完成夹紧。外形紧凑但是具有较强的夹紧能力,可妥善固定被切削材料(工件)。 ID(内径固定)夹具优点· 能够从内径侧夹紧被切削材料(工件)。· 请根据被切削材料(工件)内径对夹具本体进行相应加工后再使用。 双面固定夹具优点· 用内六角扳手拧紧,即可一次性夹紧2个被切削材料(工件)。 入槽式夹具优点· 侧推型夹具。· 向下施加夹紧力。未夹紧时,利用O形环让夹具末端翘起,从而能够轻松拆装被切削材料(工件)。 六角偏心夹具(Fixture Clamp)优点· 利用偏心凸轮螺杆,能够迅速进行强力夹紧。 可调式尖型侧面固定夹具优点· 夹具本身的安装是利用长孔进行,所以最适合用于网格板。通过反转夹爪,可以在被切削材料(工件)的精加工表面和黑色表面之间切换。 附台座T型槽式夹具 优点· 安装在T型槽中向下夹紧。利用凸轮螺杆,能够迅速进行强力夹紧。要点如下!・请确认要夹紧的被切削材料(工件)的大小(尺寸)(mm)。 ・请确认夹紧力(N)、夹紧尺寸(mm),选择适当的型号。