机床工具
产品介绍
涵盖数控机床使用的各类刀柄、筒夹、镗刀架及工装卡盘等。用于牢固夹持切削刀具或工件,确保在高速切削时具备高刚性和低跳动量,是数控精密加工的重要保障。

品牌优选


























































































实用案例
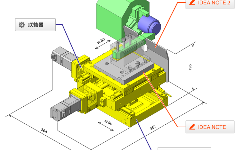
No.000782树脂零件的切削加工机
 2020.05.28 11:03:45
2020.05.28 11:03:45
 1992
1992
本案例"树脂零件的切削加工机",使用高精度、高刚性滑台提高加工精度。高精密XY滑台考虑切削反作用力,采用预压型LM导轨
。用途· 树脂零件的切削加工机 设计要点,尺寸规格等更多案例信息,请点击进入案例详情





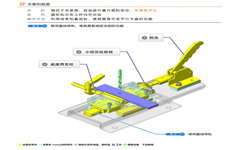
No.007674使用连杆的内筒夹头
2020.05.27 09:55:59
1554
本案例"简易手动冲压装置",使用了肘夹的简易手动冲床。很多肘节机构都采用在入力支点的行程将近结束时倍力机构动作,以获得大负载的连接构造。因此,将该力用于成形时,设计时需考虑在行程末端附近获得所需负载。松开、压紧时的把手位置会影响作业效率,设计时需考虑。根据成形工件考虑导向轴的轴径。目的:夹紧圆筒型工件情况:无法夹紧工件外侧解决方法:从内侧支承并抬起工件内面要点1:使用连杆将驱动器的旋转运动变为直线运动设计要点,尺寸规格等更多案例信息,请点击进入案例详情
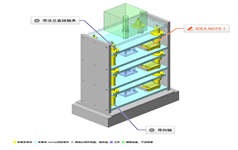
No.007625多重联动冲压机构
2020.05.25 14:44:56
1506
本案例"多重联动冲压机构",使用1台驱动器驱动多台冲压机。使用螺帽固定冲压模具上方的活动板,可调节高度,通过对应不同高度的冲压模具,可同时使用不同规格的冲压模具
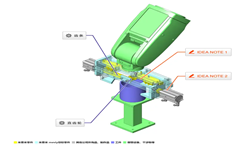
。用途· 使用1台驱动器,同时驱动多个冲压模具· 通过单独取放冲压模具上的滑块,可使得某个冲压模具不动作IDEA NOTE1 具有空心冲锤功能的多联冲压机使用1台驱动器驱动多个冲压模具。可使用各冲压模具的气缸进行单独驱动设计要点,尺寸规格等更多案例信息,请点击进入案例详情
No.007614快装台钳
2020.05.25 14:10:28
1586
本案例"快装台钳",换装轴心一致。相对于夹紧面的正交面定位为圆形物体时,会通过台钳块上的纵向V形槽自动配置。为方形物体时,则使用单侧台钳块上的刻度部进行换装作业
。 设计要点,尺寸规格等更多案例信息,请点击进入案例详情
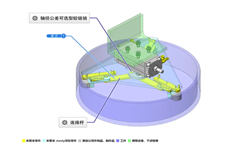
No.007578平行卡盘
2020.05.25 11:08:32
1224
本案例"平行卡盘",左右的抓钩同步开关的平行手臂。为了使左右同步,使用齿条式传动装置为了使2个齿条式传动装置的位置左右对称,中心的平齿轮使用偶数个齿轮
。目的・动作· 集中工件后搬运IDEA NOTE1 左右同步为了左右同步,使用齿条式传动装置IDEA NOTE2 推力2倍通过在气缸左右设置,能够得到2倍的推力设计要点,尺寸规格等更多案例信息,请点击进入案例详情
No.007584带定位功能的卡盘机构
2020.05.25 11:16:31
2145
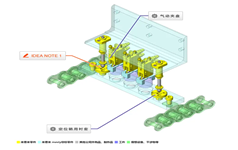
本案例"带定位功能的卡盘机构",供给侧卡盘组件上设置定位机构。通过定位销设定工件和工件支撑的位置的结构,此外使工件支撑上浮与工件位置保持一致的结构
。目的・动作· 目的在工件支撑上供应工件时,为了改善因位置偏差而产生的供给不良,在供给工件前设置定位结构· 工作①卡盘开始下降②定位销插入导套中,定位工件支撑③插入工件④卡盘停止下降⑤卡盘打开IDEA NOTE1 带定位功能的夹盘结构在工件支撑上供应工件时,因为位置偏差,为了改善供给缺陷,在供给工件前设置定位结构 设计要点,尺寸规格等更多案例信息,请点击进入案例详情
常见问题
导轨夹具SVCK33能用于其他品牌型号的直线导轨么?
SVCK33适用于米思米品牌公称高度为33的标准直线导轨系列,与其他品牌或者型号的导轨之间无法确保可以适配,请自行确认及判断。
筒夹ER20-4MM-A配套的刀柄型号是什么?
当选型适配于台湾正河源ER筒夹用的铣刀柄时,请参考如下的刀柄格式信息,在商品详情页面填入参数进行选型。
刀柄格式:BTXX(XX处填30/40/50)-ER20A-XX(XX处填70/100/120/135/150...
筒夹ER20-4MM-A配套的刀柄型号是什么?
如果是要适配台湾正河源的ER用铣刀柄的话,请参考下文的刀柄格式信息,在商品详情页面填入参数进行选型。注意请选用ER20A规格的刀柄。 刀柄格式:BTXX(XX处填30/40/50)-ER20A-XX(...
【MISUMI】铣刀柄:BT50-FMB22-250
【京瓷】铣刀盘:MOF45063R-05-5T-M
是否可以配套使用?
不能配套使用。 铣刀柄:BT50-FMB22-250的D尺寸要和铣刀盘的d2尺寸想配才行。
低震动往复式锉 AT-6066可以夹纤维油石吗?
可以夹持超级纤维油石。
251-3024,品牌【MHC】,顶尖角度是多少?
此款顶尖角度60°
资料下载


技术文章

治具的作用
2023.12.25 10:20:16
5281
非制造业相关的人士,对于“治具”这个词往往会感到陌生。而同样是治具,根据用途不同,其大小及形状也多种多样。在本篇文章中,介绍治具的功能及使用方法。01治具是用于固定工件或引导加工的辅助装置治具是指在进行加工的过程中,用于固定加工对象(工件)的辅助装置,同时还起到引导加工的辅助功能,也被称为辅助工具。例如,将背面有局部突起形状的工件放在平坦的机床上,利用螺丝固定时,很难将工件充分压紧固定。如果加工时不注意,可能会出现螺丝斜向刺入的情况。该场合下,如果使用与工件背面形状相吻合的底座治具,则能够稳定固定工件,从而易于进行作业。这就是治具的基本概念。治具不仅仅能够确保稳定作业,还具有提升加工质量、加快作业速度等功能。治具大致可分为两种。分别是用于生产线上的各种形状和尺寸的治具,以及机械加工时用于将工件固定在机床上的治具。治具需要根据要加工的对象产品以及加工内容单独设计,所以并非量产销售。在大多数情况下,生产技术部门的工程师或治具的专业制造商会根据使用需求来个别定制治具。02手工作业中使用的治具手工作业流程中所使用的治具主要列举如下。●作业人员或机器进行加工、测量时,用于让工件保持稳定的治具●进行粘贴等作业时,用于进行零部件定位的治具●插入其他零部件或工具时,像“漏斗”一样用于引导插入的治具●涂装或涂布密封剂时,用于防止其他区域被污染的遮蔽治具根据所使用的地点和目的不同,这些治具有各种不同的材质及形状。对于手工作业等轻度作业,通常采用尼龙树脂这类轻而柔软的材质、再配合小型夹具来使用。另一方面,在温度和负载条件比较恶劣的淬火环境下,则多以坚固的金属制作治具。有时,治具本身也会作为一台单独的装置或机器自动运行,例如当工件被放置后,治具自动完成固定工件的动作等。03机械加工中使用的治具手工作业流程中使用的治具,其形状和材质多种多样,而NC机床上使用的治具基本都是由不锈钢等坚固的金属所制作,其大小因加工工件而异,对于大型治具甚至需要借助起重机等设备来移动。工件的固定也不再是采用夹具等临时性的固定手段,而是使用螺丝牢固固定。在上图中,放置被刨削金属的下方基座就是“治具”。尤其是用于NC机床时,为了确保1个治具能够支持多个工件,有时会在治具上加工很多的螺丝孔。04总结对于非制造业的人士来说,对治具的存在往往闻所未闻、知之甚少。然而在实际工作中,就和机床、刀具等一样,治具在制造业起到非常重要的支持作用。在进行机械设计时,充分考虑进行加工时所需要的治具,具有降低成本、提升品质等诸多优点。
台钳的种类与优点
2023.02.08 15:23:52
3956
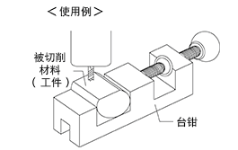
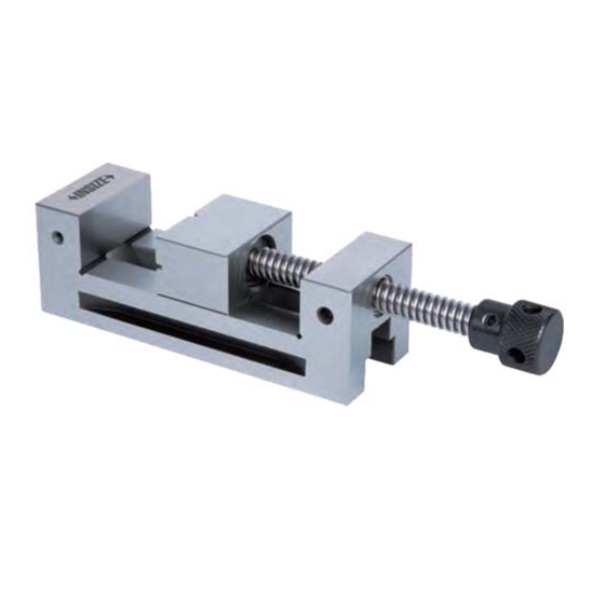
精密台钳主要用于在机床上进行铣削加工时夹紧(夹持和固定)被切削材料(工件)。 通过更换附带的钳口,即使是异型材料也能够顺利夹紧。优点· 固定在电磁卡盘上后,利用精密台钳夹持固定被切削材料(工件)。· 精密台钳一般都带有防翘起功能,但也有部分产品并没有这一功能,因此必须予以确认。紧固时的矢量A被分解为横向力矢量B和用以抑制被切削材料(工件)翘起的向下力矢量C。 铣削台钳优点· 主要安装在铣床上用于粗加工。· 采用水平紧固式。(无防翘起功能) 油压台钳优点· 与机械式相比,可以用更小的力进行强力紧固。包括油压内置式与外部供压式两种。带防翘起功能。要点如下!· 请选择开口、口宽、口深(mm)与被夹持工件的大小(尺寸)相匹配的台钳。 · 请根据用途选择台钳类型。




顶尖的种类与优点
2023.02.08 14:43:38
2859
回转顶尖在车床加工作业中用于支撑工件并防止振动的夹持工具。优点· 在车床加工作业中,用于支撑工件中心并防止加工对象振动的旋转夹持工具。· 高速旋转型被应用于精密加工。 伞形回转顶尖优点· 主要在车床加工作业中用作管材中心孔的定心工具。这是一款安装有轴承,强力且长寿命的回转顶尖。 固定顶尖优点· 这一工具是用于在车床加工作业中消除工件的中心跳动。包括全钢型与超硬刀头一体型2种。要点如下!· 请确认机床的安装部位以及回转顶尖的刀柄直径(轴尺寸)是否匹配。 例)机械侧…MT3 回转顶尖刀柄直径 MT3(机械侧与回转顶尖刀柄直径:MT3→相同) · 请根据车床转速(标准/高速)(rpm)与负载(kg)选择尺寸。