激光焊接是使用激光的金属加工技术的一个领域,在汽车、精密设备、电器、航空航天、医疗等各种工业领域被广泛使用。此次我将从众多的激光焊接用途中,选择尤其在钣金加工领域使用的激光焊接,介绍其基本事项。
![]() 何谓激光焊接?(特征)
何谓激光焊接?(特征)
首先“激光”是取英文的“Light Amplification by Stimulated Emission of Radiation(通过受激释放辐射光扩大)”的含义的术语的开头字母而得到的造词。
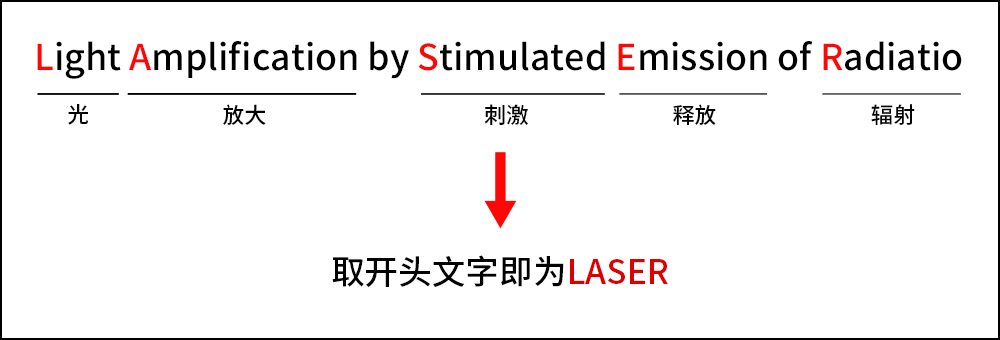
刚开始思考含义时,可能会感觉有些复杂,其实只要将其理解为“人造光”,就没错。与我们日常所见的太阳光、照明等普通光相比,作为人造光的激光具有“波长”、“相位”、“方向”恒定的特点。通过调整和使用被统称“相干性”的这三大要素,能够将激光用于各种加工。
激光焊接是将作为人造光的激光进行聚光并照射对象物、使金属局部熔融和凝固来接合金属的加工方法。在钣金加工领域引入激光焊接的情况下,相比于以往加工方法的电弧焊,具有容易抑制热变形、容易管理焊接条件、焊道不明显等优点。
![]() 激光焊接的原理
激光焊接的原理
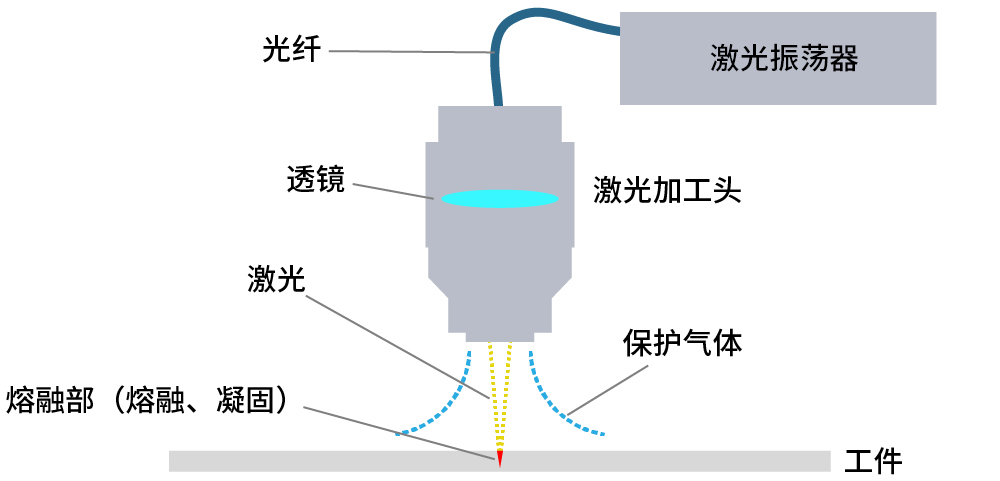
激光焊接中,使用激光振荡器产生成为热源的激光,并将其扩大,使用光纤进行传输,首先将光输送至工件附近。在该阶段需要激光加工头。激光加工头的内部设置有透镜,将传输来的激光聚光为适合加工的状态。通过借助透镜对光进行聚光,能够使光能集中于较小的面积,从而能够获得熔化金属的较高能量。为了防止熔融金属的氧化,通常会一边吹送氩气、氮气等保护气体一边焊接。
![]() 激光焊接的种类
激光焊接的种类
下面让我们看看适合钣金加工的手焊的激光焊接的种类。从20世纪90年代起,在日本率先开始普及的是使用YAG激光器的便携式激光焊接机。自此以来,日本的钣金行业长期认为“激光焊接机=YAG激光器”,但在21世纪10年代中期光纤激光焊接机上市以后,近年来,光纤激光器成为便携式激光焊接机的主流。此外还有利用盘式激光器制作的便携焊接装置。
使用光纤激光焊接机的手焊
· YAG激光焊接
YAG是名为钇铝柘榴石 (Yttrium Aluminum Garnet)的晶体,YAG激光器是向YAG晶体照射强光来产生激光。YAG激光具有金属易于吸收的1064nm的波长,因此能以较少的能量熔融金属,这一点适合激光焊接。另一方面,为了产生激光,需要使闪光灯闪烁,且因为发热多而需要使用制冷器对振荡器至焊炬进行冷却,因此耗电量大,与所使用的电力相比,用于加工的能量较少,故而也存在焊不透的情况。冷却水、灯等易耗品的维护成本负担也较大,这也可以说是使用上的一大缺点。
· 光纤激光焊接
光纤激光是使用光纤对所生成的励起光进行扩大和传输的激光,具有金属易吸收的1070nm的波长。在众多激光中,能量密度特别高,具有容易将光束聚集的特点,对金属能够实现深熔是其一大优点。与YAG激光相比,具有深熔、运行成本低、几乎没有调整和维护的麻烦和成本等诸多优点,近年来正在加速普及。虽然光纤激光具有高功率、高效率的特点,但在钣金的手焊中,如果功率过高,会对作业者造成危险,因此制作产品时通常将功率限制在1kW左右。追求更高功率、更大焊透深度时,可以研究使用机械焊接、机器人焊接。
· 盘式激光焊接
盘式激光是使用圆盘状的YAG晶体放大所生成的励起光后使用光纤进行传输的激光。德国的快通公司成功实现了高功率化和稳定化,因此其作为工业用激光得到广泛普及,近年来其可能性被重新审视,新用途的开发也在积极进行。日本没有能够使用盘式激光进行手焊的单体设备,但是拥有快通公司的激光切割机的用户能可选地引进手焊用的焊炬。
![]() 激光焊接的优缺点
激光焊接的优缺点
钣金加工中使用的激光焊接与以往广泛使用的TIG焊接相比,具有如下特点。
优点
· 即使为薄板,热变形也较小
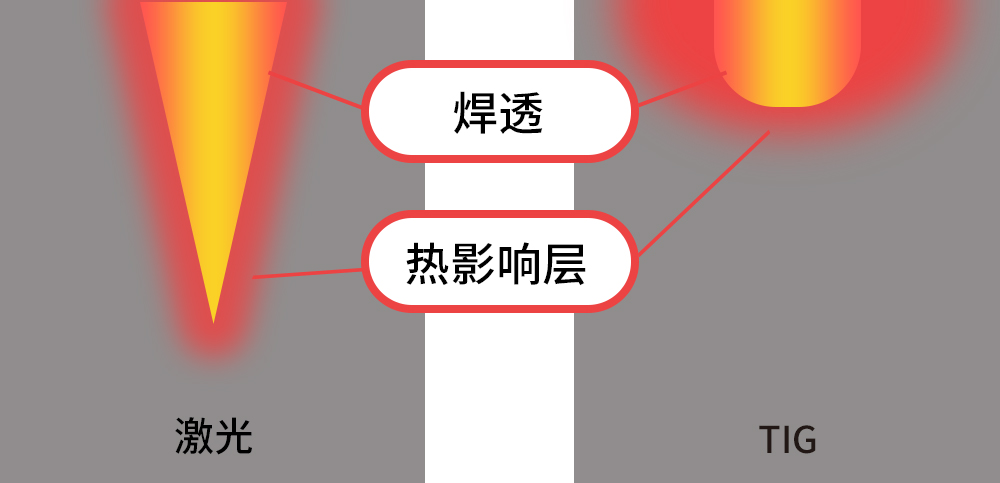
TIG焊接因为焊透较浅且热影响层较大,因此对金属的焊接线能量较多,产品会产生较大热变形。对所产生的热变形的处理很大程度上依赖于工匠的技术,这方面是TIG焊接最难的地方。另一方面,激光焊接中,是聚光激光,将较高的能量集中于较小的焦点来熔融金属,因此焊透宽度较细,热影响层也较小,故而不易产生热变形。而且在频繁地反复进行激光的ON/OFF的“脉冲振荡”中,每秒钟会重复进行数次至数十次的熔融和凝固,因此更能抑制变形。
· 确保焊接部的足够强度
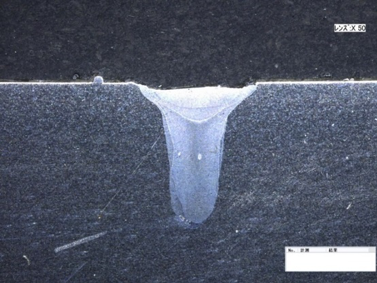
激光焊接的焊道较细,有时会担心强度不够,但焊透较深,因此与外观相比,内部具有足够的强度。激光焊接中暂时熔融、凝固的合金部分较少,不会断裂,在工业试验场实施的强度试验中,也确认起具有超过TIG焊接的强度。
· 缩短加工工时
激光焊接的焊接线能量较小,不易产生变形,因此能够大幅减少消除变形的工时。另外,激光焊接基本上都是母材焊接,因此还能省去研磨焊接突起部分的工序。而且只要加工条件具备,就几乎不会产生焊缝烧伤,因此也有可能能够减少电解研磨工序。缩减了以往辛苦应对的加工工时,促使提高生产效率,降低制造成本。
· 焊接条件易管理易操作
激光焊接机还有将焊接条件作为方法登记后能够调用的机型,可以说易管理和再现焊接条件是其一大优点。此种情况下只要由熟练者给出条件,由此非熟练者很容易再现熟练者的加工条件。由此如果非熟练者也能负责薄板焊接,熟练者就能集中于附加价值高的工作,有助于提高焊接工序整体的生产效率。
缺点
· 缝隙处理能力较差
激光焊接具有将激光能量聚集在φ0.1~φ0.6mm左右的极小的焦点来使金属熔融的性质,出于这一性质,其具有如果有缝隙就无法焊接的弱点。在光斑直径为φ0.1mm的机型的情况下,如果存在0.1mm的缝隙,则激光会从中间走过而无法焊接,因此需要采取提高折弯工序的精度、设置夹具等措施。
· 不擅长堆焊
激光焊接擅长母材焊接,不擅长堆焊。除了在使焊条熔融之处激光的能量有可能无法全部到达母材外,焊接点/焊条/焦点全部精准地会齐在同一线上也很难,有可能无法确保足够的强度。当图纸中指示堆焊时,需要研究是否应该采用激光焊接,相反为了确保强度、美观而希望使用激光焊接时,最好不要写入堆焊指示。
· 需要采取安全措施
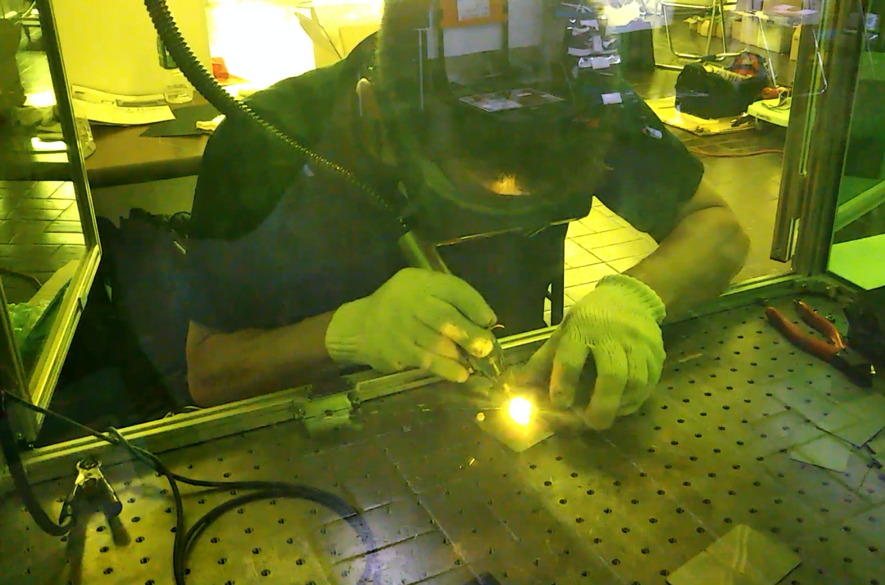
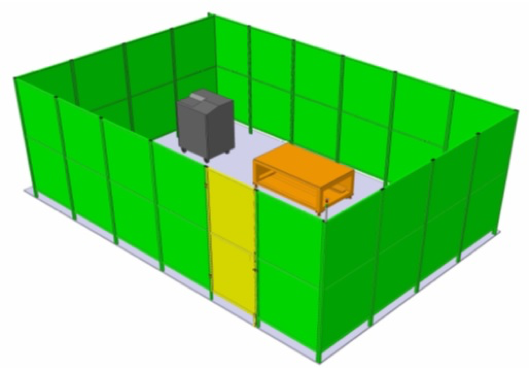
激光如果使用方法错误,可能会导致重大事故,因此全部激光产品都在JIS规格“激光产品安全标准”中规定了安全相关规格。使用激光的手焊装置全部划归危险度最高的“四级”,制造商也会采取各种安全措施。请注意按照规格和操作说明书采取正确的使用方法,例如设定激光管理区域、使用激光焊接专用的焊接面罩/护目镜、使用附带安全装置的便携焊炬、妥善管理设备的钥匙等。
![]() 激光焊接的加工事例
激光焊接的加工事例
下面让我们看看激光焊接的实际加工事例。
(测试机型:便携焊炬型光纤激光焊接机 OPTICEL FH-450)
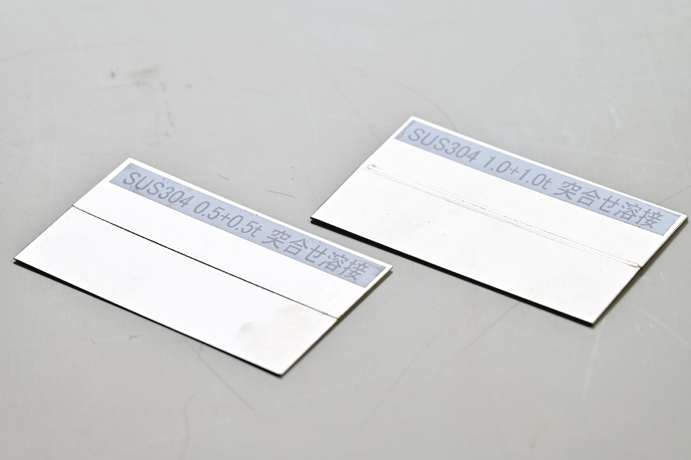
首先介绍一下SUS304的板厚0.5mm、板厚1.0mm的对接焊的加工事例。对于激光焊接擅长处理的薄板,能够实现低变形焊接。在焊接后没有去除变形和烧痕的状态下,能够实现漂亮的精加工。
下面在SUS304 板厚1.0mm的板上焊接管。在管下面的里侧能够看到焊道,不使用焊条,进行了母材焊接。为了便于看清焊道,拍摄时倾斜了板材,但SUS板侧几乎没有产生变形。里侧也没有焊接烧痕。

最后是SUS304 板厚1.2mm的箱体焊接的样本。使用夹具保持工件,使用激光定位焊接后,实施正式焊接。以较低的变形完成了产品,省去了精加工的麻烦。

![]() 激光焊接的诀窍
激光焊接的诀窍
激光焊接能够实现焊接强度和美观的一举两得,是薄板的低变形焊接、条件管理容易等优点较多的接合方法,但另一方面也存在缝隙处理能力较差、不擅长堆焊等缺点。巧妙利用激光焊接的诀窍请注意以下几点。
· 提高折弯工序的精度,设置夹具,在创建无缝状态后进行焊接
· 如果事先问熟练者提供加工条件并登记方法,非熟练者也容易再现加工
· 如果保持以TIG焊接等以往加工方法为前提的图纸不变,仅将加工方法变更为激光焊接,则很难顺利完成加工。有时可以考虑研究变更设计。
· 如果希望最大限度的发挥强度、美观等激光焊接的优点,建议从设计阶段起以激光焊接为前提进行设计。
![]() 总结
总结
激光焊接的最大优点在于能够低变形地焊接薄板。而且非熟练者也能焊接,因此有可能极大地改良以往依靠工匠技艺的焊接工艺。只要能正确地了解其缺点并适当应对,剩下的就只有优点了。请最大限度地有效利用激光焊接的优点吧。
米思米meviy可以对应钣金部件的即时报价和加工。
承接钣金加工、激光、穿孔、折弯等各种加工。将来计划承接焊接加工。