绿色采购法、PRTR法、化学物质审查管理法等日本国内相关法律,以及中国版RoHS规限、欧盟RoHs规限、ELV规限等国外法律规限中,将铅列为有害物质并严格限制其含量(1000ppm)。
焊接对于家电和电子产品来说是不可或缺的,在这个行业领域中,已经基本完成了从传统锡铅焊料到无铅焊料的切换。
各公司开发的无铅焊料成分及其熔点,如【表1】所示。
【表1】无铅焊料合金
No | 合金组成 | 熔融温度℃ |
1 | Sn-0.7Cu-0.3Sb | 227-229 |
2 | Sn-0.75Cu | 227 |
3 | Sn-3.5Ag | 221 |
4 | Sn-3.5Ag-0.75Cu | 217-219 |
5 | Sn-1.0Ag-0.5Cu | 217-225 |
6 | Sn-0.7Cu-0.3Ag | 217-227 |
7 | Sn-2.0Ag-0.5Cu-2.0Bi | 211-222 |
8 | Sn-2.0Ag-0.75Cu-3.1Bi | 206-220 |
9 | Sn-3.0Ag-0.7Cu-1.0In | 214-219 |
10 | Sn-8.0Zn-3.0Bi | 189-199 |
11 | Sn-58.0Bi | 139 |
12 | Sn-2.0Ag-0.5Cu-7.5Bi | 190-214 |
13 | Sn-57.0Bi-1.0Ag | 139 |
其中大部分由于成分复杂,所以熔融温度比锡铅焊料的183℃更高。其中虽然也有一部分焊料的熔融温度较低,但焊料还需要满足可焊性以及物理特性等其他特性要求,因此并不能完全令人满意。因此,不可避免地要求安装在印刷电路板上的电子元件具有更高的耐热性。
而另一方面,无铅焊料电镀主要集中在Sn-Cu、Sn-Ag、Sn-Bi、Sn-Zn等合金上。其原因在于,即使是最简单的二元合金也无法与任何金属元素形成合金,所以合金电镀的范围非常狭窄。
因此,为了将性质差异很大的元素合金化,采用了添加以金属磺酸或烷磺酸等有机酸为基础的络合剂,使两种金属共沉积的方法。可用的络合剂有很多种。
理想的无铅焊料电镀所需的项目包括:
1. | 焊料镀层的熔点接近锡铅焊料的熔点 | |
2. | 可焊性和接合强度必须经得起实际使用 | |
3. | 加工成本低廉 | |
4. | 可使用现有电镀设备 |
等。
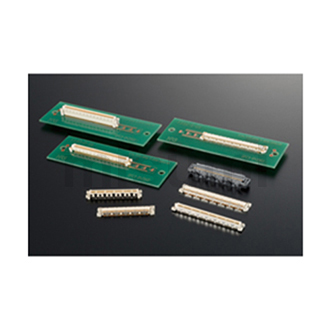
【图1】是Sn-Cu基无铅焊料电镀产品的示例。 |
|