问题
深孔加工需要消耗很长时间,效率很差,令人困扰
以往,超过刀具直径10倍的深孔加工是使用枪钻,所需的加工时间很长。
为了使用整体钻头进行高速加工,应该选用何种刀具、按照何种流程进行加工?
回答
正确的深孔加工方法
利用整体钻头进行深孔加工时,应使用为专用于深孔而设计的深孔用长钻头。
但是,必须注意的是,深孔用长钻头由于槽长度、全长均很长,所以刀具刚性低,容易发生跳动。
利用深孔用长钻头进行深孔加工时,不同于通常的孔加工,高精度的预加工与切削条件调整等是加工的重要关键点。
以下是代表性的深孔加工流程。
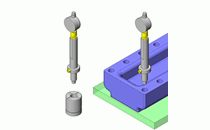
1. 加工导向孔
在加工导向孔时,请选择与加工孔径相同或是大0.05mm左右的钻头。
为了实现高精度钻孔,提升导向孔的精度至关重要,导向孔的铰削精加工等也是其有效手段。

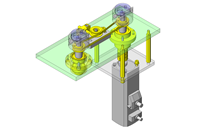
2. 低转速插入
在达到导向孔的底部附近前,不要以切削转速旋转,而是以停止状态或是低转速插入。

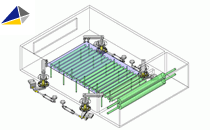
3. 切削转速
提速至切削转速,开始执行加工。

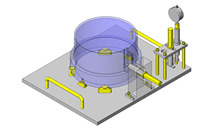
4. 加工后
加工结束后,钻头脱离底部,转速下降至低转速状态后拔出钻头。

推荐商品简介
实现高效率深孔加工的超硬长钻头
TiAIN涂层超硬长钻头
| TiAIN涂层超硬长钻头
|
| |



依靠双边缘实现高精度且稳定的加工
TiAIN涂层超硬钻头
|
|